| 你当前的位置:首页>>Inventor>>Inventor2008 机械设计应用教程 | 零件造型和特征相关技术(18) |
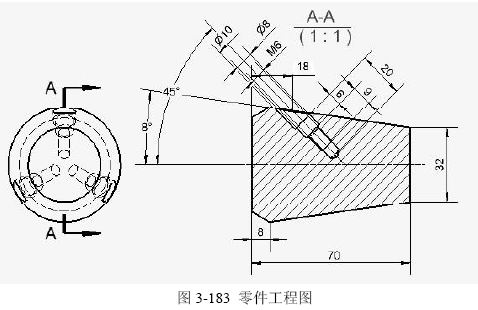
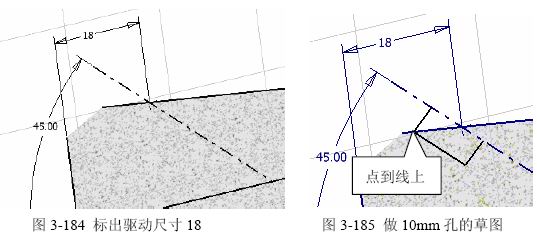
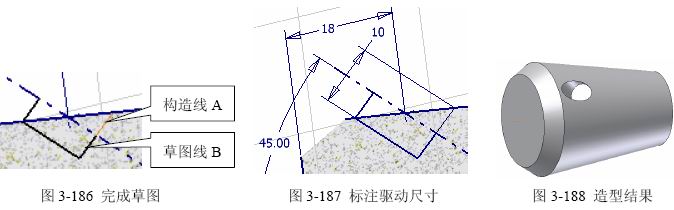
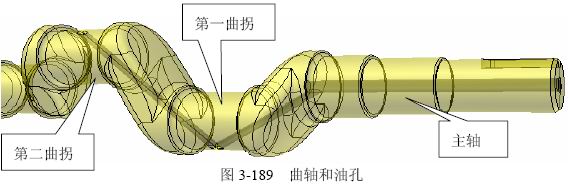
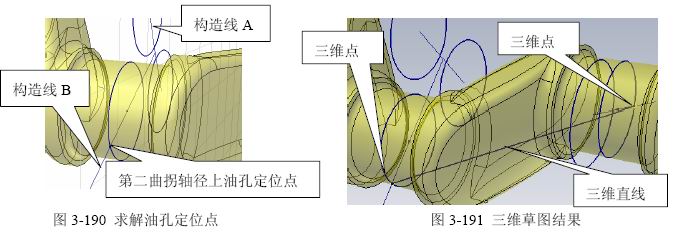
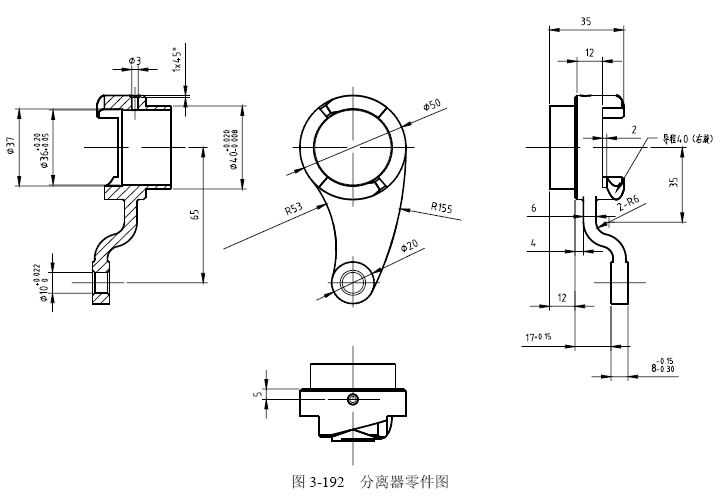
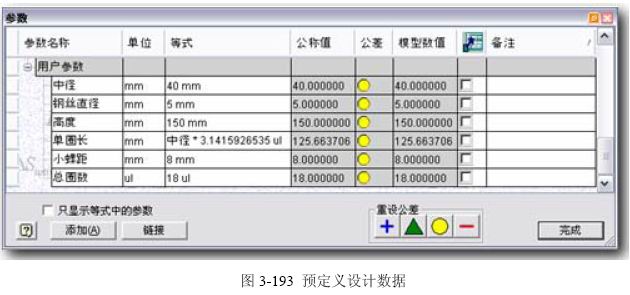
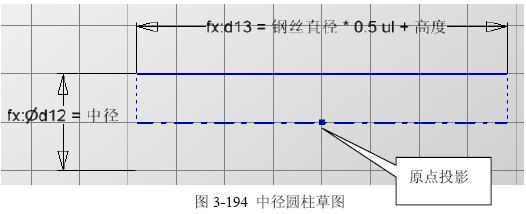
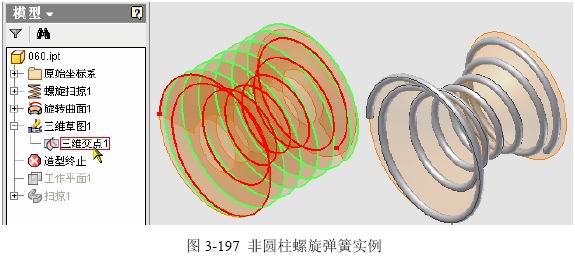
14.2 Inventor与AutoCAD 至于AutoCAD的实体模型,在Inventor中打开转换结果,将都是“基础实体”而基本上没有可再用性。AutoCAD的曲面模型,在Inventor中打开转换结果,只能成为二维工程图。可见,AutoCAD 的三维结果,在Inventor中基本上不可用。 应当不会有将Inventor的模型降级转换到AutoCAD中处理的需求。 14.3 Inventor与其它CAD 除了Autodesk自己的DWG文件之外,Inventor还可以读入或者输出SAT、STEP、IGES 文件。 ◆SAT文件: 这是ACIS数据格式的文件。结果是非参数化的实体,可以用于零件或者装配模型部件的读入或 输出。读入的结果是非参数化模型,可作为基础实体,可为基础实体添加参数化特征。读入的SAT文 件如果仅包含单个实体,生成Inventor 零件文件;包含多个实体,则会生成包含多个零件的装配。 ◆STEP文件 STEP 文件是国际标准格式的文件,这种格式是为了克服数据各个CAD软件之间数据转换的限制 开发的。过去,由于开发标准不一致,导致各种不统一的文件格式,如:IGES(美国)、VDAFS(德 国)、IDF(用于电路板)。这些标准在CAD 系统中都没有得到很大的发展。STEP 转换器使Inventor 能够与其他CAD 系统进行可靠的数据转换。当读入STEP(*.stp、*.ste、*.step)文件时,只有三维实体、零件和装配的数据被转换;而草图、文本、线框和曲面数据则不能用STEP 转换器处理。 读入的STEP 文件包含单个实体,生成Inventor 零件文件;包含装配数据,则会生成包含装配模型。 ◆IGES文件 IGES(*.igs、*.ige、*.iges)文件是美国标准。很多NC/CAM 软件包都需要IGES格式的文件。 Inventor 可以输入IGES 文件。 15.零件设计造型实例 15.1 斜孔底孔设计 抄图建模,零件图参见图3-183。 回转体很简单。直径10mm的孔,是为了在斜面上做出精确的圆柱孔而设置的工艺结构。先用粗 壮的键槽铣刀沿刀具轴向进给,直到完成完整的圆形底面为止。这就制出了以后孔的工艺平面,可 以容易地做出精确的8mm孔。按照加工过程做模型,是笔者推荐的方法,过程如下: ◆做好回转体锥形轴; ◆过轴线做草图,投影相关轮廓。做孔中心线,标出角度驱动尺寸。 ◆做出10mm孔的草图,注意将其中一个端点约束到圆锥投影线上,参见图3-185其中的指示。 ◆做构造线A,与原有草图线B共线、等长,并将另一端点落到圆锥投影线上,参见图3-186。 ◆标注尺寸10,可见草图被正确拖动。参见图3-187。 ◆回转-切削,结果参见图3-188。 这样的过程中,利用Inventor的草图、约束等功能,准确表达了设计的意图,无论怎样调整设 计参数,10mm孔的结果就总是符合要求的了。因为在实际加工中要先作出直径10mm的工艺孔,以 后就容易继续加工了,所以在造型中也要先做出10mm孔,以后也就好做了。结果参见3-120.IPT。 15.2 斜油孔造型 这是个曲轴设计的模拟实例,为了便于讨论,将模型和设计过程都做了简化。曲轴的外部形状的设计表达并不难,内部的油孔会有些麻烦。 参见图3-189或3-121.IPT。润滑油从主轴右端进入,经斜孔到达第一个曲拐轴径;再经斜孔 到达第二个曲拐轴径,直到第三个曲拐轴径,完成润滑。各斜孔在曲拐轴径上的出口点,应当在曲 拐中心与主轴中心连线的延长线上。 怎么建立油孔模型?还是老办法:你怎么加工、我怎么造型。过程如下: ◆参见图3-190,在“第二曲拐中面”上作草图,投影各个曲拐轴径;做构造线A,连接另两 个曲拐投影的圆心;做构造线B,过构造线A的中点并经过第二曲拐圆心;交第二曲拐圆 于一点。这就是第二曲拐轴径上油孔的定位点。之后在这个位置上放置一个草图点。 ◆用同样的方法,求出第一轴径上的油孔定位点。参见草图25和26。 ◆新建三维草图,在已经做好的两个草图点上放置两个三维点,经过这两个点做三维直线。 为了看清三维点,可将图区背景调深。结果参见图3-191。 ◆以这条三维直线为基础,做垂直于这条线的工作面;在这个工作面上作草图;投影这条线 以投影为圆心做3mm草图圆;拉伸(双向-贯通-切削),完成一个斜油孔的模型。 作为零件造型,这类三维空间的斜孔,是比较典型的的问题。只要这个孔的加工工艺被确定了, 相关模型的创建方法也就随着确定了,即便从没做过这种模型,也能有很大的把握。 具体说,这个孔的工艺方法是什么? 以孔虚拟轴线在两个轴径上的交点作为定位的设计基准,转换到曲轴结构上,确定定位基准和 定位参数;将曲轴放置好,两个定位点落在主轴轴线上;直径3mm的钻头;钻透。 回头看看造型过程,几乎就是照着未来加工的工艺方法这个“葫芦”而画出的一个“瓢”。 一般会认为这个孔应当是“旋转-切除”特征,而不是“拉伸-切除”特征。这无论从几何原理、 造型方便还是设计理念上,都说得通。但是,Inventor却不认为“旋转-切除”特征可以归到“孔” 这一类零件结构中。所以在未来的工程图中,这样的结构也就不能标注为“孔尺寸”。因为我们不得 不出工程图,所以只好顺从Inventor的规则,也用拉伸做孔了… 15.3 螺旋面 零件工程图(057.DWG)如图3-192。 比较难做的是弯曲连接板。先做好弯曲连接部分的截面特征,之后做另一个方向的轮廓,拉伸- 求交,完成造型; 导程40mm(右旋)的螺旋面,用“螺旋扫掠”特征完成;注意截面轮廓要与零件现有结构添加 “线重合”几何约束,造成正确的关联。结果参见3-122.IPT。 15.4 真实的圆柱压缩弹簧 创建典型的、机械设计中真正意义上的圆柱螺旋弹簧,仅仅用螺旋扫掠特征是不容易完成的。 将真实设计参数简化,例如一个自由高度150mm,中径40mm,小螺距10mm(8圈),双端并紧圈2 圈,端部磨平,圆截面钢丝5mm,绕制的圆柱压簧。过程如下: ◆准备好已知的设计数据 在Fx表中定义一致的设计数据,结果参见图3-193,注意“单圈长”参数。 ◆创建中径圆柱曲面 开始新零件,投影坐标原点,从投影点做矩形草图。 其中,将中心线的中点放在原点投影上,这是有许多后期应用含义的动作。首先,这个弹簧的装配基准可以直接使用原始坐标系的轴(这里时Y轴);其次,未来磨平两端面的特征草图也有了明确的依托。,约束尺寸如图3-194。 圆柱面长度比要求的多出0.5个钢丝直径,是为了正确制造出磨平端面之前的模型。草图结束后用旋转特征完成圆柱曲面创建。 ◆弹簧展开的草图 同样在XY面上作草图,构造线的矩形,长边与圆柱面投影共线约束,长度为“单圈长*总圈数”, 之后把长边作为圈数描述方向,将短边作为螺距描述方向,绘制展开路径的图样。其中各个片段之 间使用圆弧过渡。结果参见3-123.IPT中的“展开路径”草图。 ◆创建弹簧路径三维草图 创建三维草图,用“将曲线投影到曲面”的机制,选定展开路径草图(必要时可借助窗选)缠绕投影到中径圆柱面上,参见图3-195。 至此,最为关键的一步已经完成… ◆创建弹簧 15.5 不等径弹簧 非圆柱螺旋弹簧,也可能被正确造型,参见图3-197。
图3-197非圆柱螺旋弹簧实例 这样的弹簧,在轴向上的参数与普通圆柱弹簧类似,但是在直径上,不是圆柱形的。还没有直 接的功能创建这样的弹簧,粗略地说需要分成两个阶段进行: ◆创建三维路径 参见 3-124.IPT,其中,做出了螺旋扫掠和旋转两个曲面,这是未来三维路径的骨架;之后用 “三维相交曲线”的三维草图创建功能,完成了弹簧三维路径。 ◆创建弹簧 还是在三维路径上创建法截面,依托这个面创建弹簧截面轮廓草图,最后扫掠成形。 |
版权所有 民众工作室.制作 |