| 你当前的位置:首页>>Inventor>>Inventor2008 机械设计应用教程 | 钣金技术(5) |
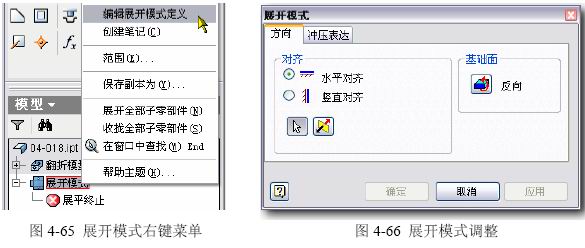
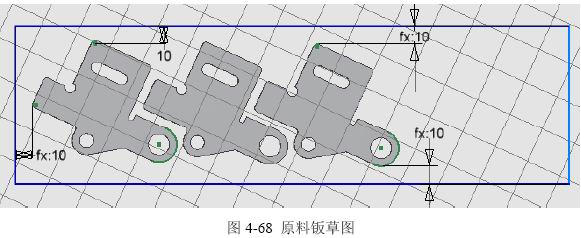
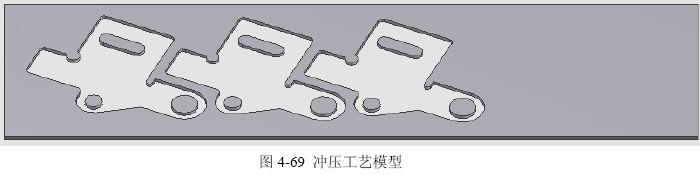
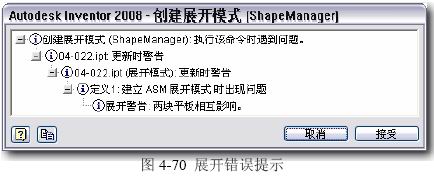
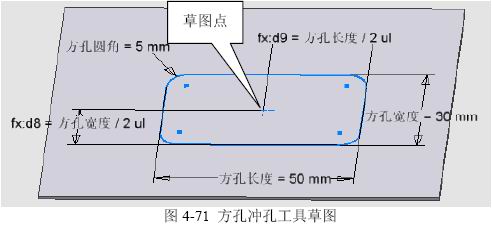
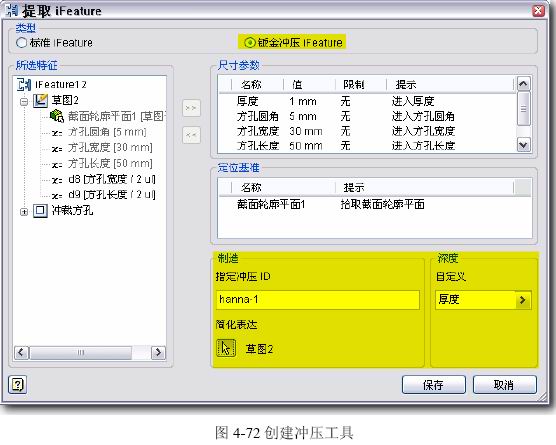
5. 展开 5.1 规则 多数条件下,在钣金工具面板点击“展开模式”即可,展开结果也是三维模型。 Inventor允许对展开模式下的模型进行进 一步编辑处理,但会弹出警告提示,参见图4-63。 对展开模式的编辑不会反映到翻折模型上,而是反映在工程图的展开模式中。展开与原模型存 在同一个文件中,钣金模型修改后,展开模型将能自动更新。 按现有设计规则和实际加工的需要,展开图应当是一个二维工程图。 只要是使用钣金的相关特征创建的零件,或者在钣金环境中创建的可展形状的特征,一般都能 正确产生展开模型。如果模型改变后,展开结果不能正确跟随,Inventor将报错;一般条件下,删 除展开,重新建立即可。 5.2 展开失败的对策 在某些情况下,明明是可展开结构,展开也可能会失败。 例如,打开04-018.IPT,按下展开功能按钮,Inventor会弹出图4-64的提示,拒绝展开。 从Inventor的提示中实在是看不出什么,因为不符合事实,这个提示没有意义。其实,基本的 原因是Inventor找不到展开计算所依照的的基础表面造成的。真的不能展开么?其实不见得… 解决方法极为简单:先选定展开基础表面(例如外表面),之后再启用展开功能。 展开结果,应当创建相关工程图,为施工制造做好准备。 而排料,是钣金设计后期经常要进行的步骤。排料设计的要求是,确定冲裁的图形,节省材料, 确定模具的基本形状和方向。实际上,Inventor并没有提供排料的相关功能,需要我们自己设法… 5.3-1 排料的数据来源 应当使用钣金件展开的结果,在Inventor中,这是与主模型相关联的实体模型。 而如果将展开结果生成工程图,不能对视图的投影进行排料阵列处理,只能是“多个主视图” 的模式;但是Inventor又不支持工程图视图之间的位置控制和关联,因此无法借助工程图完成排料。 在模型浏览器中选定展开的结果,在右键菜单中可以另存为SAT/DWG/DXF格式的结果,这些结果显然不能与模型动态关联。但毕竟是一个可能的排料处理方式。 5.3-2 利用SAT结果建立排料模型 参见04-019a.SAT,这是04-019.IPT钣金模型的展开结果。 ◆开始新装配,引入三次04-019a.SAT,完成基本的零件装入; ◆将这些零件的表面对齐,调整位置,到比较合适的方向; ◆根据冲压工艺要求,约束出两个零件之间要留出的距离(例如5mm),参见图4-67; ◆新建原料钣零件04-020.IPT,创建矩形草图。根据冲压工艺要求,投影零件外侧的轮廓,留出两侧的边(例如10mm),参见图4-68。 ◆完成原料钣,结果参见04-01.IAM; ◆接着新件零件,衍生这个装配,形成冲压工艺模型,参见图4-69和04-021.IPT。接着就可以继续设计下去了… 5.3-3 数据关联的评价 上述过程,是笔者按照Inventor目前的可能探索而得,可能并不是唯一的方法。但是,这里边 有些问题。目前Inventor将展开处理成与模型关联的、可跟随模型的参数变化而变化的、可以继续 编辑甚至添加额外特征的三维实体。 但是,Inventor不允许在装配中,直接引用这个展开的三维模型,因此只好将可关联的展开模型输出成为不可关联的SAT格式的模型;而当使用这种SAT模型进行装配,确定了排料结果,保存 文件的时候,Inventor自动将这些SAT模型存储为IPT文件,再次断开与原始模型的关联。 因此,再次打开这个装配,发现原来的SAT模型变成了IPT模型。这就造成了两次数据断裂的 结果。就是说,如果修改了原始钣金设计(这是很常见的事情),就不能仅将展开结果更新,并输出 成同名的SAT文件,完成排料装配的更新。而是需要重复进行已经做过的装配和排料,并且重新存 盘,才能是新的结果。 这样的结果实在是很遗憾,因此钣金设计功能就有一个明显的缺口了… 如果将展开结果另存为DWG/DXF,在AutoCAD中处理,也还是设计数据断裂的结果,并没有多 少好处,而且还有图线在接合成多段线过程中的一些麻烦。 目前,排料的程序算法还不太成熟,笔者见过的排料软件,都不如人工进行的结果。例如在服 装设计中,打板排料是降低成本的重要措施。打板师的处理结果常常达到 80%以上的布料利用率, 而软件则到不了这样的结果。 5.4 错误设计的展开结果 参见04-022.IPT,这是个明显错误的设计,不可能制造。 6. 冲压工具 6.1 冲压工具定义 严格地说,这个功能应当是针对钣金中的“冲裁”工艺的,就是说,用模具在钣上冲出型孔,而不会造成钣料的拉长变形、起皱等现象。具体操作过程与零件造型中的iFearture雷同,但有以下几个特殊之处。 6.1-1 基础特征的创建 ◆应当在钣金环境中,真实创建原始特征。 ◆如果涉及板厚,必须引用当前钣厚的变量“厚度”,而不应当手工键入具体值,防止设计数 据断开。 ◆在特征的草图中,必须有“一个草图点”,作为冲压工具使用中的“装配基准”。各个草图驱动尺寸应当与这个草图点相关。 ◆直接的“切割”特征可顺利使用,多层次的特征组合常常不能成功定义为冲压工具。 6.1-2 冲压工具创建和使用 冲压工具,是借用已经讨论过的iFeature功能制作的,主要技术细节相同,不同的部分会在下面介绍。 6.1-3 创建方形窗孔冲压工具 在形成以这个草图为基础的“冲裁方孔”切割特征之后,就可以创建冲压工具了。在此之前, 最好将有关参数名设置成汉字,以方便使用。之后启用“提取iFeature”功能,选定这个冲孔特征, 参数设置参见图4-72。 其中的现在的草图点才是将来的插入基准。选择“钣金冲压iFeature”后,可以指定冲压ID、 冲压深度,这样在工程图中创建钣金零件的冲压参数表时就可以提取这些信息。 为了管理方便,应当将创建的iFeature保存到自己的路径下… 6.1-4 使用方形窗孔冲压工具 开始钣金零件,创建基础板,在板上创建草图点,这是方孔的几何中心位置。之后启用“冲压 工具”功能,找到刚才做好的方孔冲压工具,参见图4-73。 之后可以在“几何图元”和“大小”选项卡设置好相关参数,单击“完成“,完成冲方孔的结构创建。 6.1-5 创建“冲方孔+孔”工具 参见04-024.IPT”和“方孔+小孔.IDE”。注意 其中的草图点以及它与其它草图线的驱动尺寸关 系。所有的结构在“一次”切割之后创建,圆孔不 要用孔特征,可能失败。 6.2 点评 冲压工具作为钣金件上各种冲裁孔,是一个有用的用户定制技术,应当根据自己的专业设计需 要,定义相关的工具,而这些工具如果能与现有的 冲模冲头相关,则会提高设计的可靠性和设计数据 传递的顺畅性。 |
版权所有 民众工作室.制作 |