| 你当前的位置:首页>>Inventor>>Inventor2008 机械设计应用教程 | 钣金技术(2) |
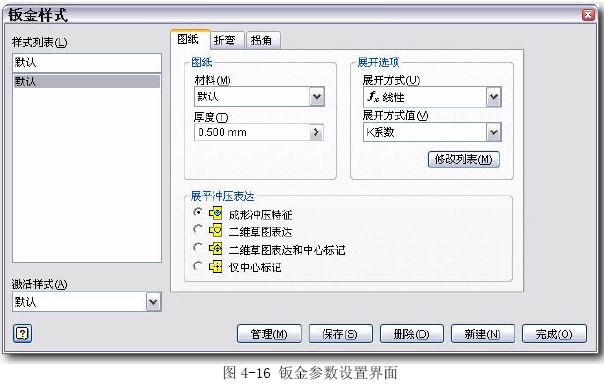
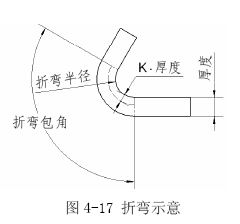
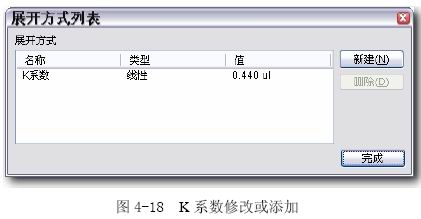
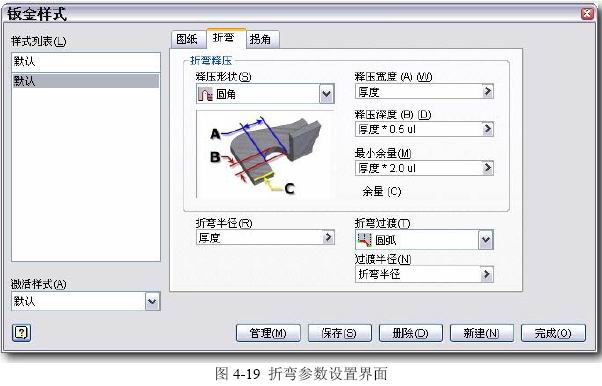
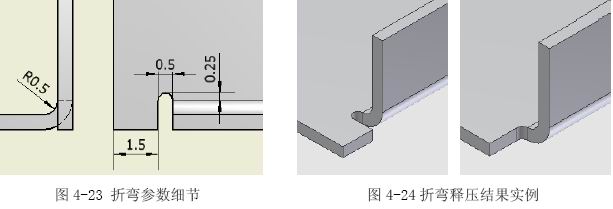
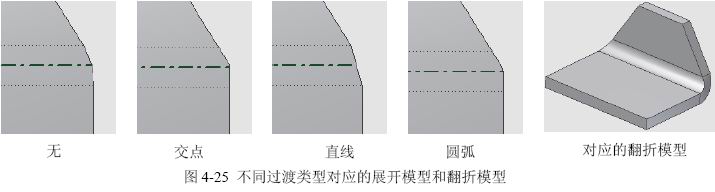
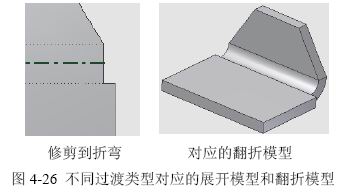
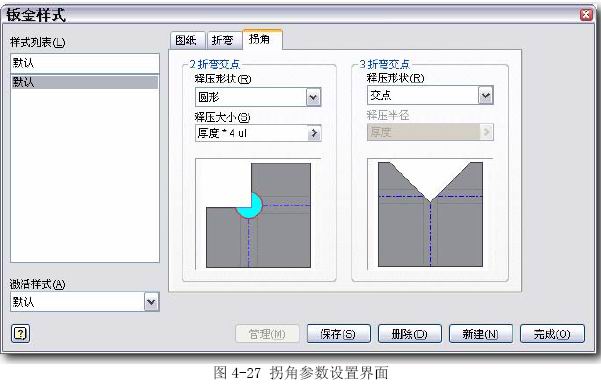
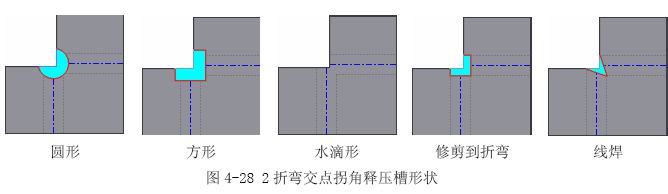
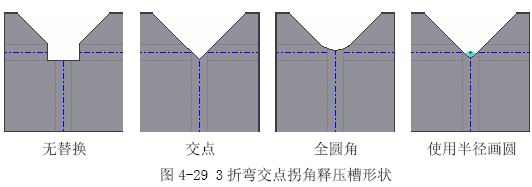
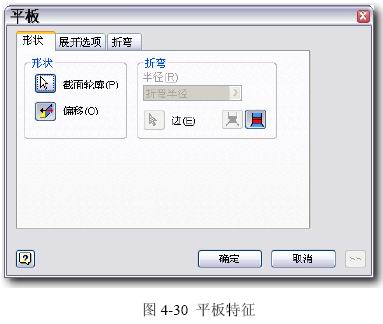
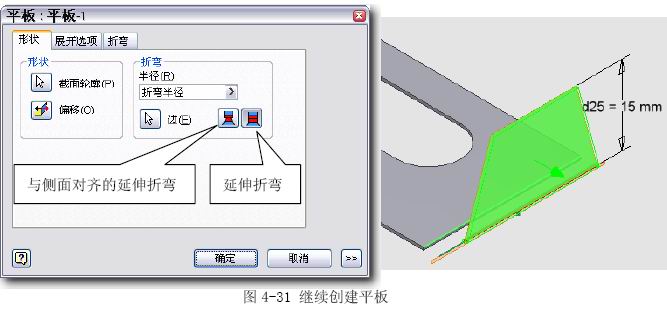
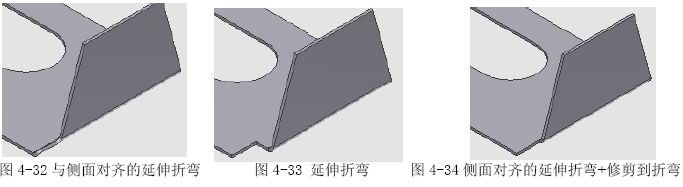
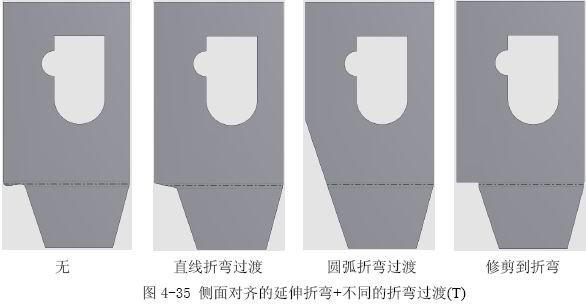
2. 钣金基础参数 创建钣金模型,需要以钣金专用的模板开始。用户可根据自己的专业设计要求,设置好相关参数,另存为钣金模板。在钣金工具面板中,“钣金样式”功能是确定钣金模型的基本参数。这些参数 将成为以后设计中的默认值。 2.1 关于“图纸”选项卡: 参见图 4-16。这里不得不说明一下,其实这里没有“图纸”什么事,界面中所说的“图纸”, 实际上指的就是设计过程中的“钣金”。 2.1-1 材料(M)、厚度(T) 这是一些常规的概念,应当按实际情况设置。比较遗憾的是,钣厚参数不能直接引用设计变量 表的数据,而是要手工键入变量名。 注意:一定要将材料改成设计需要的材质,因为默认的参数是“水”,应当将材料设置好,之后 另存为钣金模板。 2.1-2 展开方式(U) 可选择“fx线性”或“折弯表”展开方式。 “线性”展开方式,这是Inventor默认的展开模式,钣金展开时从“展开方式值”列表中选择 K系数的值。“折弯表”展开方式,从“展开方式值”列表中选择该表,如果没有定义折弯表,将显 示“打开”对话框要求用户打开一种折弯表,折弯表中列出的值将决定了每种折弯半径和折弯角度 所对应的展开补偿值。 折弯表的数据描述规则参见C:\ProgramFiles\Autodesk\Inventor2008\DesignData\Bend Tables\Bend Table (mm).txt范例文件,其中有详细的解释。 ◆展开方式值(V): 对此,Inventor自己的解释是不准确的,公式也不对。笔者认为是原文有误。笔者根据实际发生的结果,重新解释如下:其准确含义描述应当是“折弯部展开长度计算系数”。参见图4-17。 实际上在折弯变形过程中,折弯圆角内侧材料被压缩、外侧材 料被拉伸,而保持原有长度的材料呈圆弧线分布(图中的虚线)。这 个圆弧所在位置是钣的材料力学中性线,这就是用来计算展开长度 的线。它不可能超过钣厚的几何形状的1/2处。 系数K就是对材料中性线位置的计算系数。 在线性展开方式下,K系数决定了计算折弯圆角部分结构(任何可以得到这种形状的特征),在 计算展开长度时的系数。范围是0-1;默认值是0.44。折弯展开长度计算公式如下: 展开结果长度 = 2*PI*(折弯半径 + K *厚度)*(折弯包角/360) 可见,随着K系数的不同设置,带折弯的展开长度将有所不同,这种条件下,模型上所有的相关部分的展开计算,将使用同一个系数;而在“折弯表”模式下,可能针对不同的参数使用不同的 计算系数,应当更为精确合理。 根据材料和具体钣金设计规则的不同,可改变K系数到合适的值,以便能在展开后得到比较准 确的长度。方法是点击图4-16界面中的“修改列表(M)”按钮。之后再在图4-18的界面中操作,可 编辑、添加或者删除。 2.1-3 展开冲压表达 四个选项用于确定模型为展开模式时如何显示钣金冲压iFeatures。其中 2.2 关于“折弯”选项卡 折弯是钣金件上常用的特征,Inventor可能的设置参见图4-19。 考虑到设计结果应当符合用户的钣金工艺设备的条件,其中若干参数需先确定,以便在建模过程中能够自动处理相关的结构。 ◆释压形状(S) ◆释压宽度(A)、释压深度(B)、最小余量(M) ◆折弯半径(R) 默认的折弯处过渡圆角的内角半径,默认是钣厚(图4-23中的R0.5)。应当根据自己的加工条 件设置。也能够在建模之后重新设置。 ◆折弯过渡(T) Inventor提供了五种折弯过渡类型:无、交点、直线、圆弧和修剪到折弯。参见图4-25和图4-26为选择不同的过渡类型对应的展开模型和原始翻折模型。 这些类型的选择,应当是根据设计者对制造能力和零件需求的理解,进行决策的过程。从结果 看,这个结构在零件使用功能上的作用不很明显,但是对下料和折弯的工艺与装备,则提出了不同的要求。 2.3 关于“拐角”选项卡 实际设计中,应当按照结构需要,要对拐角处重新进行“拐角”特征定义,以达到工艺和结构 要求,形成释压结构。参数设置界面参见图4-27。 ◆2折弯交点 Inventor提供了五种拐角释压形状:圆形、方形、水滴形、修剪到折弯和线焊(参见图4-28)。 绝大多数使用“圆形”,这可以最好地照顾到应力集中的解决和工艺装备的简化。对于圆形拐角释压 尺寸大小,一般要大于钣厚的4倍。 参见 04-000.IPT,从结果模型上看,“水滴型”和“线焊”的结果并无不同,而展开模式看则 明显不同,这应当是不合理的。从展开结果看,只有很薄的钣料才可能使用“水滴型”。 ◆3折弯交点 Inventor提供了4种3折弯交点拐角释压形状:无替换、交点、全圆角和使用半径画圆,参见 图4-29。很意外,三折弯并没有提供常见的原型释压结构方案。 2.4 其他按钮 ◆关于“管理(M)”按钮 ◆关于“删除(D)”按钮 3. 基于草图的钣金特征 3.1 平板 3.1-1 几何定义 以草图轮廓为基础,按照当前的参数,创建一片平板。可以作为模型的第一个特征,再次创建, 可与已有板造成连接结构。 3.1-2 可控参数 参见图4-30,各个参数的意义如下: ◆截面轮廓(P): 选定草图轮廓(不应当称这种轮廓为“截面轮廓”)。 ◆偏移(O): 平板厚度的方向选择。 ◆折弯: 参见图4-31,如果已经创建了基础平板,继续创建的平板可以直接与基础平板生成折弯结构, 参见04-002.IPT中的“平板-1”特征。 从草图创建第二块平板时,可以直接指定折弯的边,并能够自动填补联接结构完成造型。折弯 方式有两种:与侧面对齐的延伸折弯和延伸折弯。参见图4-32和图4-33。 即使折弯方式都选择“与侧面对齐的延伸折弯”,在“折弯”选项卡中选择不同的“折弯过渡(T)”, 零件的展开情况也不一样。参见图4-34和图4-35。 3.1-3 应用提示 平板是最基础的设计造型工具。作为钣金零件,不应当使用带有曲线的轮廓,除非在这条线上没有折弯的可能。 可以在多个草图轮廓基础上创建平板,也就相当于带有冲孔的结构了,参见04-002.IPT中的“基础板”特征和草图。 |
版权所有 民众工作室.制作 |