| 你当前的位置:首页>>Inventor>>Inventor2008机械设计应用教程 |
| 基于装配关系的关联设计技巧(7) |
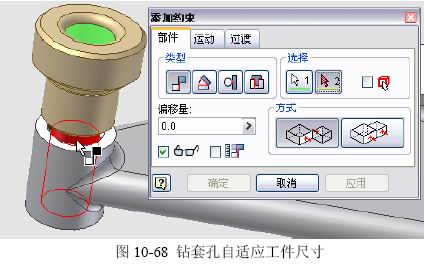
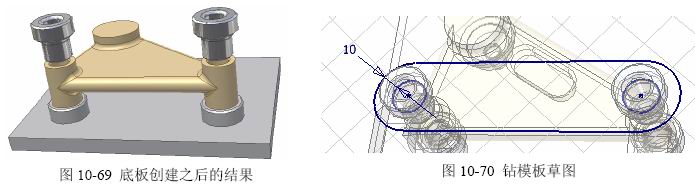
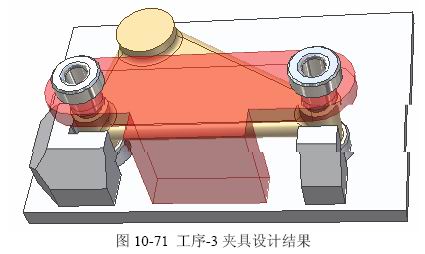
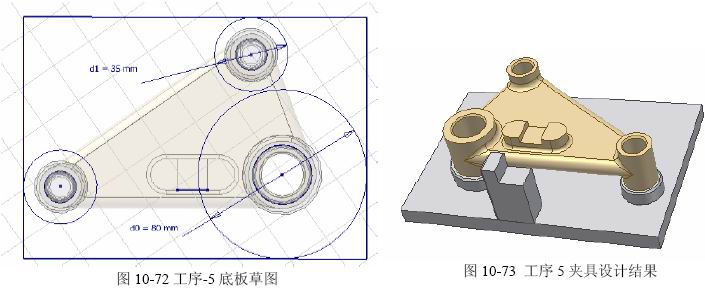
7.6 工序3夹具设计 1)开始新装配,引入“工序 3.IPT”;引入已经做好的零件“3-钻套”,设置成“自适应”;装 配钻套端面与零件面相距3mm(这是水平方向装工件入夹具必要的间隙),参见图10-67。 2)与零件加工孔装配,钻套孔与零件孔等径,这是为了能使钻套孔径与工件加工孔径相关。参 见图10-68。 3)复制这个钻套,粘贴后于另一加工孔轴线对准,两钻套端面平齐装配。 4)引入已经做好的零件“3-支撑套”,设置成“自适应”;装配支撑套端面与零件面贴合,孔径 大于零件加工孔1mm;复制这个支撑套,粘贴后与另一加工孔轴线对准,两支撑套端面平齐。 5)引入已经做好的零件“3-平头钉”,“插入”装配与零件大圆柱配合。 6)创建新零件“3-底板”,在平头钉安装面上作草图,投影各安装轴径,做等径构造圆,直径 80;建底板矩形草图,与构造圆相切;实体。参见图10-69。 7)引进两种档块,装配到位。 8)创建新零件“3-钻模板”,在钻套的安装面上作草图,投影安装轴径,做出轮廓,施加同心 的几何约束,添加约束尺寸,参见图10-70。 9)拉伸出实体,做与底板之间的支撑结构,完成设计,另存为“工序3.IAM”。结果参见图10-71。 10)验证设计数据关联:打开“零件.IPT”,修改尺寸d100成100,再次打开“工序3.IAM”, 证明关联有效。 7.7 工序4夹具设计 1)开始新装配,引入“工序4.IPT”;引入已经做好的零件“4-圆柱销”,并设置成自适应;再引进“4-削边销”,因为“4-削边销”是“4-圆柱销”的衍生,只要“4-圆柱销”的尺寸符 合装配要求的关系,“4-削边销”的尺寸就已经正确了。 2)将两定位销与零件两个小孔装配,内外径配合,端面配合;削边销对正角度。 3)引入已经做好的零件“4-支撑套”,装配支撑套孔径比零件大孔达 1mm,支撑面与工件基准 面配合。 4)创建新零件“4-底板”,与工序3的过程类似。 没有详细到钻模板滑动、支撑等结构的详细设计,相信以夹具为专业设计的读者,能够继续完成详 细设计的后续内容。 下面接着完成设计: 5)引入已经做好的零件“4-钻套”,设置成自适应,装配与零件孔配合,套端面距零件按最小 距离10mm。 6)创建新零件“4-钻模板”,在钻套的安装面上作草图,投影安装轴径和底板边线,做出轮廓, 添加约束尺寸,拉伸完成。 7)驱动钻套的垂直位置,可见钻模板的动作模拟。 8)至于滑动钻模板的其他相关结构,在这里就不继续进行设计了。有了目前的结果,继续设计 就有了可以关联的基础。 7.8 工序5夹具设计 1)开始新装配,引入“工序5.IPT”;继续使用“4-圆柱销”和“4-削边销”,与零件两个小孔 作简单位置装配; 2)再引入“4-支撑套”,简单地“插入”使它们到位,因为具体参数已经在工序4的设计过程 中被确认,直接使用即可,不需要在这里基于装配关联了。 3)创建新零件“5-底板”,与以前的过程类似,但草图的具体结构有所不同,因为这个夹具是铣 槽用的。投影槽边线,底板下边线与之平行;做构造草图圆,限定底板其它边框线的位置。 参见图10-72。 4)创建新零建“5-对刀块”,装配完成。另存为“工序5.IAM”,参见图10-73. 5)验证设计数据关联:打开“零件.IPT”,修改“拉伸7”特征的尺寸d109成40;修改“工序 5(铣槽)”特征的尺寸14成18,保存。再次打开“工序5.IAM”,证明关联有效。 7.9 工序6夹具设计 与工序5基本上相同。 1)定位元件按照工序5的处理。装入做好的“6-钻套”,与要加工的孔装配对准,端面间隙10mm。 2)创建新零件“6-钻模板”,过程类似于工序 5。驱动钻套的垂直位置,可见钻模板的动作模 拟。参见图10-74。 7.10 点评―基于装配关联的并行设计 这一套设计的原始基础是“零件.IPT”,最终结果参见“All .IAM”。 先由工艺设计师,按照工艺规程创建个工序的工序模型,之后就可以由六名工程师、同步进入 六套夹具各自的设计过程。这是典型的“并行设计”,Inventor已经能较好地完成了。 所有结果,都是在工艺、工装设计师清晰的设计构思基础上,利用Inventor基于装配关系设计 和衍生的表达规则,用“逆向衍生”圆满完成了设计数据的有效关联,而且可以在产品设计具体参 数可能尚未完全确定的条件下,并列开始工装设计。 在逆向衍生的过程中,工艺设计师完全可以在原始零件基础上顺利添加工艺结构特征,例如: 加工余量、要切除的辅助工艺结构… 无论是基于装配关系的“自适应”、利用设计数据表、利用其它零件的轮廓投影、甚至是直接“独 立硬性建模”的结果… 只要“有”这个零件,这种逆向衍生的技术方法,都能正确实现相关工装设 计中的数据关联。 这种过程,也是完整地再现了工艺设计的思维过程,并且合理地使用Inventor的规则进行了表 达。即使是产品设计在结构上作了改变,上述过程也能比传统设计更容易地实现相关修改。这也就 是“源于传统设计、高于传统设计”的具体表现。 当然,在这个过程中,总体设计思想的指导是必不可少的,而这些指导思想,正是工程师现有 的经典设计规则与Inventor可实现的规则有机整合之后的结果。这次设计没有像前边的例子,使用 基于多个零件参数的关联,是因为原始设计可能是基于装配约束的方法所创建,而这种方法将不会 留下充分的参数。 8.设计详解之五:夹层板设计实例分析 8.1 现有设计背景介绍 ◆两块薄板,1mm和3mm厚,间距20mm,中间用发泡塑料填充做绝热层。最后做成一片墙板, 这是许多“方舱”类产品设计的习惯。 ◆3mm为主板,可能开一些窗口,并与1mm板相关。 ◆1mm副板既要与主钣开口关联,还会有自己的结构。 ◆板上的窗口,因为工艺的限制,不能在组装和填充发泡材料之后再加工,只能在制作板零 件时加工。 8.2 设计过程讨论(见008.IAM) 1)创建主板008-1.IPT,10mm倒角是为了实际装配中对准位置之用。 2)创建副板008-2.IPT,衍生于主板,用草图线切割到1mm的新厚度,这样确保外框尺寸形状 是关联的。 3)新建装配008.IAM,引进两块板,按间距20mm装配好。 4)编辑主板,做窗口草图。完成后,可见副板已经开出对应窗口,参见图10-75。这就是衍生 的作用,很符合设计构思的表达要求。这就是两片板共同结构的设计和未来调整的技术方法。 5)编辑副板,在跟随主板开出的窗口基础上做出补充加工的结构,参见图10-76。这就是从属 零件独立结构的设计和未来调整的技术方法。 6)编辑主板,开出四个孔,完成后,会在副板上也同样有孔。解决方法是:再编辑副板,利用 投影孔的轮廓,拉伸“到”反面,堵死这些孔。参见图10-77。 这样做,是因为衍生功能还没有细致到可以控制特征是否衍生进来的程度。 8.3 点评―装配特征和衍生 可见,衍生在这种需求下起到了关键的作用。这类设计可能的表达方法是: ◆共同的结构在主板(衍生原始零件)上做结构; ◆主板上有、副板上没有的结构就在副板上填死; ◆副板上有,主板上没有的结构,只在副板上(衍生结果零件)上做。 按说,Inventor的装配环境的特征,具有这类设计表达所需要的全部功能,实际上高于利用衍 生的造型能力,为什么笔者在这里不用? 最关键的问题,Inventor的规则是:“装配环境下的特征,只在装配状态下存在,而不会在零件状态下存在”。因此这个功能设计成“不将特征落到零件本身的特征树中”,这就极大地限制了装配 环境特征这个极有意义的功能的实际用途。 以这个设计为例,因为发泡材料的强度很差,不能在发泡后切削出墙板的窗口,更无法在发泡 之后冲裁,就只能在零件制造阶段完成。而这些窗口,则确实是基于装配环境才能正确表达设计思 维的。如果发泡材料和墙板窗孔结构,用Inventor的装配环境特征,将无法出合适的工程图,因为 这些特征不能带到零件中,也就不能出现在零件工程图中。 笔者很为装配下的草图与特征功能叹息,如果往前再走“一步”,就到终点了… |
版权所有 民众工作室.制作 |