| 你当前的位置:首页>>Inventor>>Inventor2008机械设计应用教程 |
| 基于装配关系的关联设计技巧(6) |
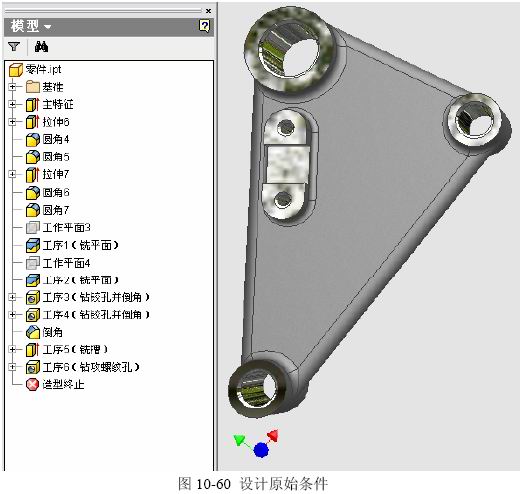
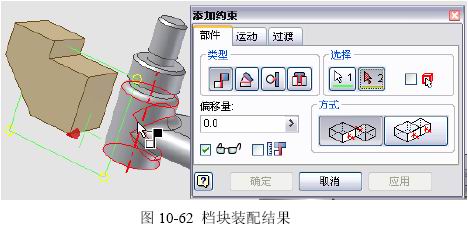
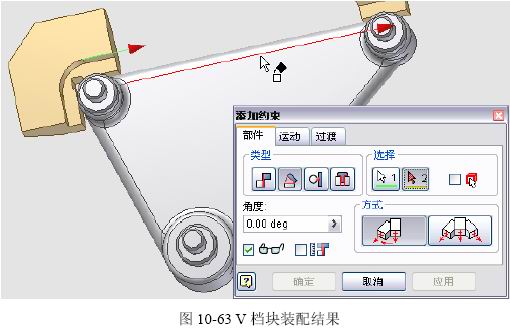
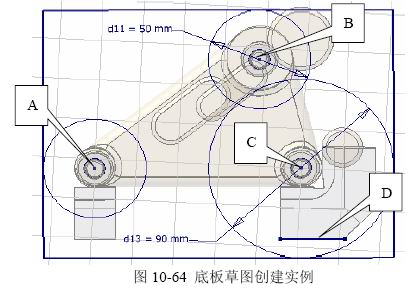
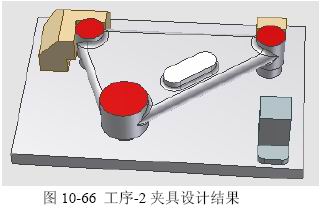
7.设计详解:零件加工夹具设计 7.1 设计需求背景介绍 为了简化讨论过程,夹具设计仅需要完成了定位、定刀元件设计和夹具体的基础部分,更详细 的设计就不做了。相关模型文件在\007文件夹中。 1)这是一个并行设计的例子,零件设计也在实施中,可能修改某些结构尺寸。 2)零件的结构已经确定,不会有修改了。 3)工艺过程也已经确定,不会有修改了。 4)对刀规厚度为2mm。 工艺过程如下,6道工序: 7.2 工序零件模型准备与“逆向衍生”的设想 在工艺设计过程中,工序零件模型是设计的原始基础和工艺信息的载体。 工部位被加工出来,因此多出了一些特征; 型将能够跟随原始零件设计的修改而更新;同时,相关的夹具设计结构也会按照装配关系要求而更 新设计。这就是各个工序零件模型的设计构思表达要求。 按Inventor现有的规则,可能关联、可变更原始零件设计模型的表达,要使用衍生实现。但是,工序模型源自结构齐全的零件设计结果,而衍生功能不能“减少”只能“增加”特征结构。 因为给工艺设计者使用的、前期设计的结果不会是毛坯,毛坯是最后的零件模型,直接使用衍 生是不能满足夹具设计的要求。为了能造成各个工序之间零件模型的统一关联,并且借用原始零件 设计结果,笔者提出“逆向衍生”的技术方法。就是说,原始条件是最终零件,而工序模型则是“填 补”加工部位,就是创建相关特征,填补零件上已经加工好的部位,成为加工之前的样子,以形成 从最终零件到毛坯的逆向处理模式。 虽然这样做与传统工艺设计的具体过程有些不同,但是,在本质上说、从设计思维的抽象上说,还是一致的。 这些工序模型应当由工艺设计师,继承零件设计师的结果,一边进行工艺设计,一边产生相关 的工序模型。而工序模型之间以及与原始零件的关联,则是Inventor的“衍生”功能根据我们设置的条件自动进行的。参见图10-60。 实际上这个零件创建的依据,可能是参数驱动、可能是装配关系约束、可能是轮廓投影关联、 还可能是零件参数传递。用逆向衍生方法可以在确保关联的基础上,则不需要考虑零件创建的条件, 就可以可靠地生成工序模型。 因为原始零件可能使用基与装配约束的“自适应”设计模式,而这种模式下,设计变量中不会 包含基与装配的结果尺寸,因此,用设计变量关联的技术方法可能会有些问题。 衍生是唯一可靠的结果;目前只有衍生能做到这些。 7.3 逆向衍生: ◆工序6模型:开始新零件,直接使用原始零件衍生。另存为“工序-6.IPT”。这样做是为了在任何一种创建这个原始零件的条件下,这样作出的工序零件模型都能继承原始零件的有 关数据。 ◆工序5模型:在现有模型基础上,填死螺纹孔,另存为“工序-5.IPT”。 ◆工序4模型:在现有模型基础上,填死槽子,另存为“工序-4.IPT”。 ◆工序3模型:在现有模型基础上,填死大孔,另存为“工序-3.IPT”。 ◆工序2模型:在现有模型基础上,填死两个小孔,另存为“工序-2.IPT”。 ◆工序1模型:在现有模型基础上,拉伸出2.5mm的毛坯余量,并倒铸造圆角R2,另存为“工 序-1.IPT”。结束。 7.4 工序1夹具设计 1)开始新装配,引入“工序-1.IPT”;引入已经做好的零件“1-支撑钉”三个。因为是粗基准 定位,需要使用球头支撑钉。 2)支撑钉与零件装配:轴线重合、支撑钉球头与零件毛坯面相切。参见图10-61。 图10-61支撑钉装配结果 3)引入已经做好的零件“档块”。与支撑钉装配:两者安装面面对齐; 4)与零件装配:档块定位面与工件圆柱面向切、档块定位面与工件边角度对准、档块中截面与 零件圆柱轴线对准。参见图10-62; 5)引入已经做好的零件“V档块”。与支撑钉装配:两者安装面面对齐;与零件圆柱部分装配: 两个定位面与工件圆柱面向切、V档块定位面与工件边角度对准。至此,定位元件已经就位。 参见图10-63。 6)创建新零件“1-底板”,以V挡块的底面为新草图所在面,投影相关零轮廓;创建底板草图, 做构造草图圆、定位底板的轮廓。 注意: 钉安装孔中心到底板边的距离,从底板做完之后讨论,虽然都是从底板边线开始的 40mm,但另 一端可能在底板内部,也可能在底板外部,就是两义性。 这种可能并不总是出现,可一旦出现就相当麻烦了。所以,这里应当使用构造圆与底板边相 切,而不是直接标注底板边到支撑钉安装孔中心的尺寸。 ◆以“V档块”的安装面为新草图所在面,隐含创建了一个装配约束; ◆投影三个支撑钉安装轴径的圆,图中的A/B/C,投影“V档块”的边,图中的D; ◆以A/B两圆心为圆心,做等径构造圆两个,直径50mm; ◆以C圆心为圆心,做构造圆,直径90mm; ◆创建斜矩形草图,约束下面的边与D线平行; ◆约束另外三个边与构造圆相切,拉伸创建底板零件。 7)参见图10-65。引进“1-对刀块”零件,设置成自适应,用装配约束定义好与工件加工面的 2mm对刀规厚度差。 8)结果另存为“工序1.IAM”。 9)验证设计数据关联:打开“零件.IPT”,显示“主特征”的驱动尺寸,修改尺寸d100成140, 存盘退出。再次打开“工序1.IAM”,结果正确跟随。 7.5 工序2夹具设计 工序2与工序1的夹具设计很类似。 开始新装配,引入“工序2.IPT”;引入已经做好的 零件“2-支撑钉”三个,与零件装配。 因为现在是以上道序加工加过的精基准面定位,应当使用的平头支撑钉;可简单地使用“插入”装配完成 装配约束。 参见图10-66,用与工序1同样的方法引入两个挡块,并装配好;用与工序1同样的方法创建“2-底板”;引进和安装“2-对刀块”,完成。另存为“工 序2.IAM”。 |
版权所有 民众工作室.制作 |