| 你当前的位置:首页>>Inventor>>Inventor2008机械设计应用教程 | 焊接技术(4) |
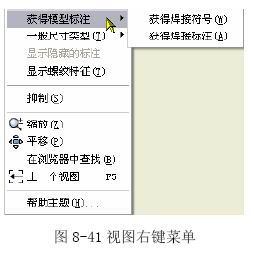
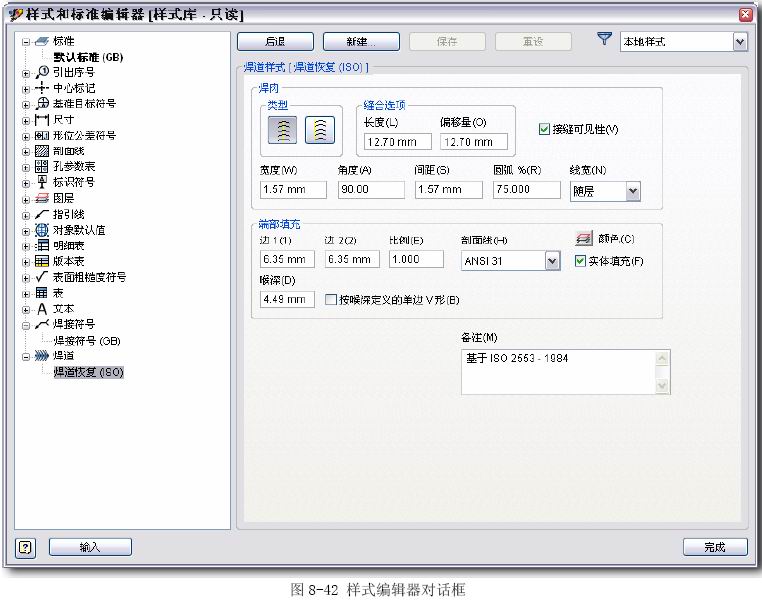
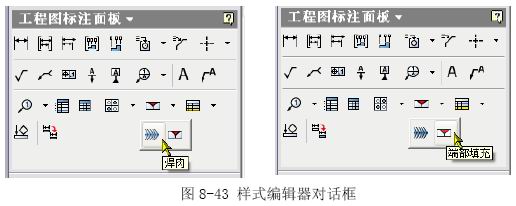
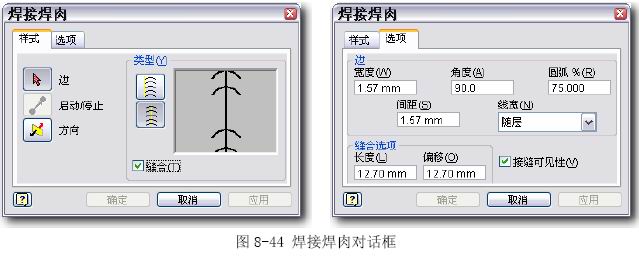
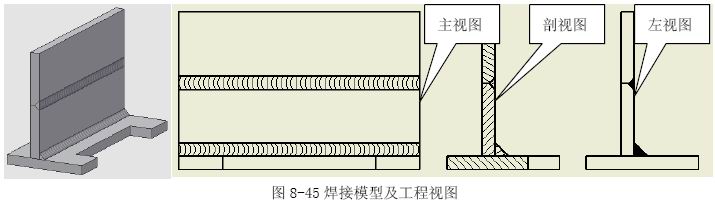
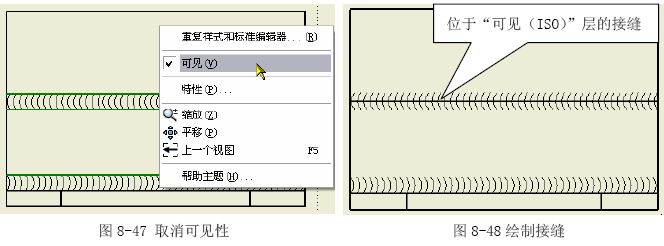
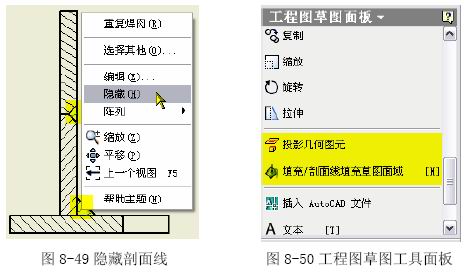
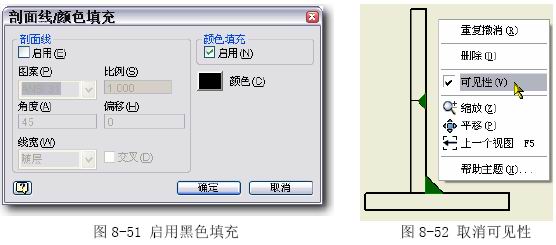
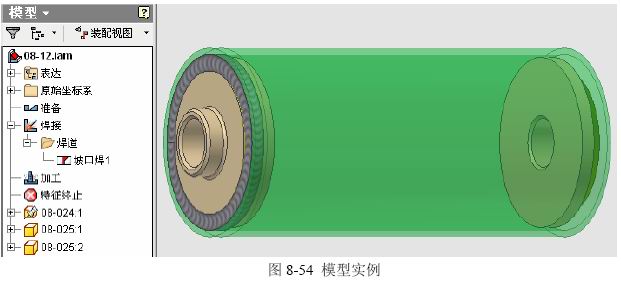
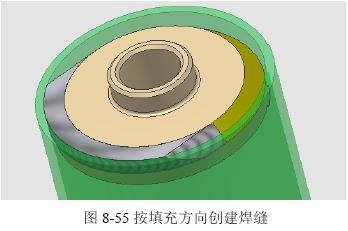
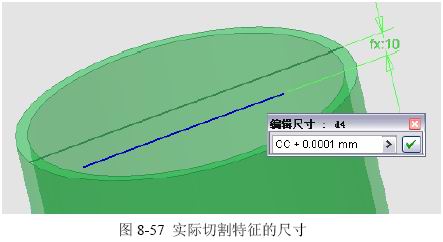
8. 焊接工程图 8.1 创建工程图 在工程图中创建焊接装配的“基础视图”时,如果焊接装配模型的某一焊接特征组处于激活状 态,则会出现如图8-39的提示框,要求用户退出焊接特征组后再创建“基础视图”。 焊接件有部件、加工、焊接和准备四种工作状态。用户在创建“基础视图”时,在弹出“工程 视图”对话框的“模型状态”选项卡中,可以根据需要为任何一种焊接件的工作状态创建基础视图, 参见图8-40上。“准备”下列出了焊接合件中所有处于准备状态的零部件。 8.2 焊接标注和焊接符号 ◇从模型中获得 ◆在创建“工程视图”对话框“显示选项”卡中进行设置,使得创建工程图时就获得模型焊 接符号和焊接标注,参见图8-40下; ◆在创建完视图后,选择视图右键菜单的“获得模型标注”,参见图8-41。 注意: ◆焊接件模型的某一焊接特征组都处于激活状态时,焊接工 程视图右键菜单的“获得焊接标注”和“获得焊接符号” 灰显,要退出才能使用。 ◆在工程图中可以修改从模型获得的焊接标注的格式和显 示属性,但不能编辑符号值; ◆只有实体角焊缝可以在工程图中获得模型的焊接标注; ◆要获得模型中实体坡口焊的端部填充,必须对模型中坡口 焊的端部进行手动端部填充; ◆模型焊接符号只显示在图纸上的一个视图中,可以在视图 间拖动它们。 ◇在工程视图中手动添加 可以向任何模型的工程视图手动添加二维焊接符号、焊肉和端部填充。 其中,端部填充如果选择了“实体填充”,则选择的剖面线图案不起作用;清除该复选标记则使 用选定的剖面线图案来进行端部填充。 ◇手动添加焊肉和端部填充 单击“工程图标注”工具面板的“焊肉”或“端部填充”,参见图 8-43,可以手动向工程图中 添加焊肉或端部填充。这里的手动填充可以填充任意一条边,不管该处在模型中是否有焊接。 单击“焊肉”工具,弹出“焊接焊肉”对话框,选择“缝合”复选框,可以创建间断焊肉,在 “选项”选项卡中设置焊缝缝合选项的“长度”和“偏移”,参见图8-44。 清除“缝合”复选框则创建连续焊肉。 8.3 关于焊接标注 如果焊接装配中有焊接标注,在创建工程图时用户可以从焊接装配获得焊接标注。 模型08-11.IAM中包含有平焊缝和角焊缝,使用Inventor提供的从模型获得焊接标注的方法得 到的工程视图的结果参见图8-45和工程图08-11.IDW中的图纸1。 可以在Inventor的视图基础上进行编辑,达到符合GB的规定。步骤如下: ◆在主视图中选择焊缝的边缘线,右键,取消“可见”性,参见图8-47; ◆选择主视图,进入草图环境,在“可见(ISO)”层绘制作为接缝的直线,参见图8-48; ◆退出草图环境。 ◆如果使用剖视图表示焊缝端面,需要先隐藏焊缝的剖面线,参见图8-49; ◆选择剖视图,进入草图环境,单击“工程图草图”工具面板的“投影几何图元”工具,投 影焊缝端面的轮廓,参见图8-50。 ◆然后使用“填充/剖面线填充草图区域”工具,填充焊缝端面,并启用黑色填充,参见图8-51; ◆确认,退出草图环境。 ◆如果要使用左视图表示焊缝端面,只需要隐藏焊缝的端面填充即可,参见图8-52。 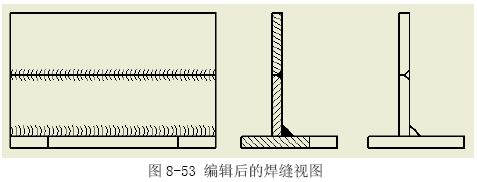 9. 应用实例 9.1 环形坡口焊 坡口焊接特征应用实例:参见图8-54和模型08-12.IAM。 这是一种极其常见的焊接合件,用途也相当广泛 的滚筒。其基本结构是一根标准的钢管型材和两个自 制的端盖。因为是焊接结构,端盖外圆与钢管内壁必 须预留足够大的间隙。 对于这样的普通结构,Inventor的焊缝创建会碰 到一些问题而且是典型的现象。 用角焊缝特征,原理上没问题,其他结果也比较 完整(例如工程图中的焊缝表达),但是角焊缝不支持这种有间隙的焊接。 可见,在这种条件下用“填充方向”是不好控制的,很难成功。 到这里似乎山穷水尽? 可见,这万分之一毫米的差别,就解决了看似不能完成的设计表达。图中的CC,是在08-024.IPT 零件的Fx表中链接08-025.IPT端盖零件上的焊接坡口驱动尺寸,这属于常规了。 |
版权所有 民众工作室.制作 |