| 你当前的位置:首页>>Inventor>>Inventor2008机械设计应用教程 | 焊接技术(2) |
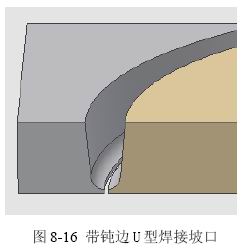
3.4 关于型材的补充加工 在装配完成之后,利用Inventor装配环境下的草图与特征的功能进行,具体技术方法已经介绍, 在焊接合件环境中,是在“加工”特征组中操作(后面详细展开介绍)。 ◎零件加工 ◎注意 Inventor允许直接编辑由标准件库的型材制成的零件,甚至可以修改截面形状和尺寸。这当然 是不应当做的,对于任何型材的原有的截面参数,都必须在操作功能上进行保护!而现在只能是我 们自己注意这些。 3.5 关于型材零件基于装配的关联设置 可以修改型材的所有参数,这会存在着危险,但是这也给我们提供了一种可能,就是将从型材 库调入的零件改成“自适应”的身份,从而完成同结构、不同尺寸的变形设计。 参见\08\08-02.IAM中的零件08-002.IPT,08-002.IPT是从资源中心调入的型材,具体过程如 下: ◆做好其它零件和装配模型; ◆引入合适的截面形状的型材,长度随意… ◆编辑这根型材,将“轴承体”特征设置成为“自适应”; ◆装配这根型材到位,装配约束确定长度。 这些做法,其实就是我们把Inventor型材库做出的模型,给进一步完善了。 4. 焊接特征组 Inventor的焊接环境界面上有些特殊的内容,这里边多了“准备”、“焊接”和“加工”三个焊 接特征组,在浏览器中双击任一特征组便可将其激活。 4.1 关于“准备”特征组 在浏览器中双击“准备”特征组,工具面板将自动切换。这应当是为“焊前准备”的特征组, 焊前准备一般是加工焊接坡口。 Inventor目前认为,焊前准备也是属于焊接件的装配特征、而不是相关零件的结构。这与一般 焊接件的设计制造规则不太一致。 实际制造中许多焊前准备加工,多不是临到焊接时才做,而是 在制备零件时就做好的。但这不会妨碍我们用这个功能,把在现场 做的焊前准备利用这个功能做,其它的在零件上作就是了。 焊前准备多是各种各样的焊接坡口的加工。Inventor目前提供 的“准备”功能,可以完成一般的倒角形焊接坡口的创建,也能对 于比较专业的焊接坡口进行设计。 参见图8-16和08-03.IAM,这是标准的、厚板焊接常用的“带 钝边U型焊接坡口”。Inventor提供的“准备”功能中提供了扫掠, 因此也能顺利完成。 4.2 关于“焊接”特征组 这是最主要的焊接描述,也就是焊缝,参见图8-17和08-04.IAM。Inventor目前可以支持三类四种表达方式:“示意焊缝”、“角、平焊缝(实体)”和“坡口焊缝(实体)”。在浏览器中双击“焊接”特征组,工具面板将自动切换,弹出图8-18的界面。 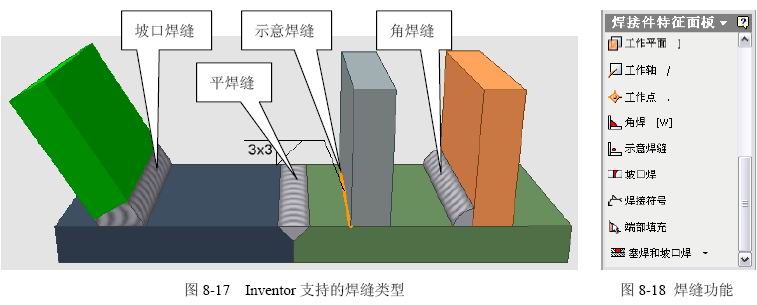
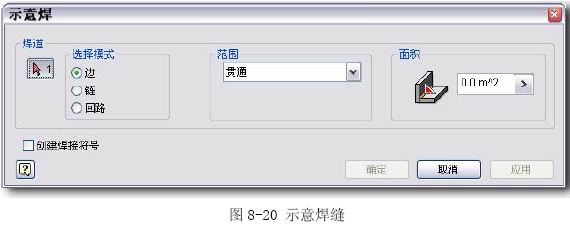
对于示意焊缝,Inventor只要能感应到边,就能创建,完全不会考虑是否有实际焊接的可能。 这仅仅是为工程图的焊接标记准备数据。 对于实体焊缝,Inventor会检测有关条件,创建实体焊肉,并能根据焊缝材质计算焊缝重量。 这对于实际设计有辅助作用,应当加以充分利用。 4.3 关于“加工”特征组 参见图8-19,这是进行焊接合件焊接后的补充加工特征描述。 例如08-05.IAM。在浏览器中双击“加工”条目,工具面板将自动 切换;在右键菜单中选择“新建草图”,选定槽钢外表面。 之后的操作与零件特征创建过程类似。有点不同的是,在零件表面 创建草图的时候,不会像零件造型时自动投影轮廓,所以驱动尺寸添加 前,要先进行投影。 要结束加工状态,选择右键中的选项“完成编辑”或双击浏览器中 的装配项目。 因为这种加工是基于焊接合件,所以这些特征不会在相关零件模型 上存在。 注意: ◆加工特征不能像标准特征那样可以改变颜色; ◆因为加工特征是“独立于其他零件”的装配环境特征,所以草图 不会自动投影零件边; ◆加工特征草图中,没有其他草图中的“尺寸显示”控制选项,因此想知道这些尺寸的参数名 就不方便了; ◆不能把这样的特征“下降到”相关零件上。 5. 焊缝和焊接符号 5.1 示意焊缝 ◎工程概念和结果: 对于Inventor目前的规则,任何一条可感应棱边,都可能创建示意焊缝。这显然与工程实际不 一致,所以需要用户自己把握其合理性。 示意焊缝的结果是用橙色粗线标记焊缝位置,并可以添加三维关联标注的焊接符号。角焊缝受 焊后加工特征的影响。 ◎界面和操作过程: ◎焊道 “边”是单选棱边;“链”是自动链选相切的连续棱边;“回路”则用于选择封闭回路。 ◎创建焊接符号 其实这仅仅是为了在模型上为工程图创建标注依据。对于许多焊接件设计来说,这也许是比较 简单的处理方式。这样的机制将会把关于焊缝的许多数据处理推卸给用户,好在用户都很熟悉这些 数据。 5.2 角焊缝 这是一种实体焊缝。根据焊接件设计规则,角焊缝的尺寸以三角形焊肉的直角边长度描述;而平焊缝的尺寸以三角形焊肉的斜边上的高来描述,两者并不相同。从目前的实际功能上看,Inventor提供了角焊缝和平焊缝两种描述机制。 
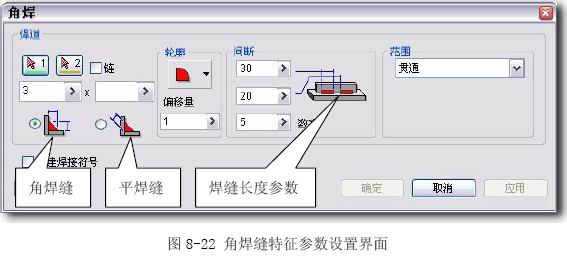
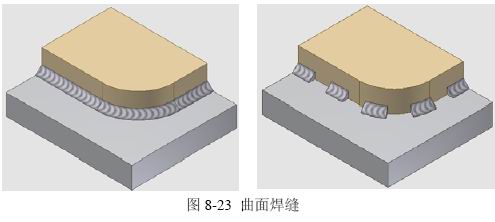
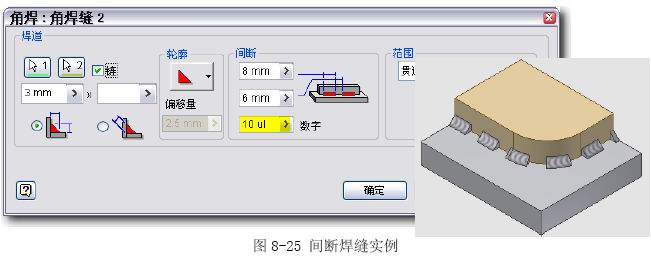
实际上大量的焊接结构中,焊缝处两零件会故意设计成有间隙的结构,甚至在没有焊接垫板的 条件下,也可能达到3-4mm的距离。参见GB/T985-1998标准。这样做是因为考虑到确保充分焊透、 焊接中的变形、制造误差等因素,这些已经列入焊接件的设计标准规范中。即便是手工电弧焊,被 焊接零件之间离开一定的距离,也不是少见的设计。例如“手工单面焊反面成形法”,参见08-06.IAM 和工程图08-06.IDW,两工件间距达5mm。 ◎界面和操作过程 创建的基础条件是:在焊接装配环境中,模型中带有创建焊缝的结构。在08-07.IAM中,常用 的角焊缝已经做出了例子。操作过程是: 在浏览器中双击“焊接”特征组,在“焊接件特征面板”中点击“角焊缝”。在接着弹出的界面(参见图8-22)中输入相关参数,并选定焊缝的两个零件上的相关表面。 在选定焊接的相关表面的时候,Inventor并非只认识平面,曲面结果也可以使用,参见图8-23。 ◎应用提示: ◆参数全空则成为连续焊缝; ◆“间距”空则按照焊缝“长度”和“数字”(应该是间断焊缝的数量)自动创建具体“间距 值”,但是不会造成封头; ◆如果“数字”为空,则出现图8-24的错误提示; ◆如果给定的焊缝“范围”不能满足“间断”栏目3个参数的设置,则按照焊缝“长度”和“间 距”值填充焊缝,而忽略“数字”设置,参见图8-25。 所以还是把所有的尺寸计算好并填全才好。 |
版权所有 民众工作室.制作 |