| 你当前的位置:首页>>工艺与材料>>专题教程 |
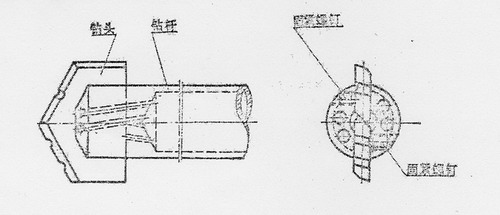
一、什么是深孔? 所谓深孔,就是孔的长度与孔的直径比大于10的孔。而一般的深孔多数情况下深径比L/d≥100。如油缸孔、轴的轴向油孔,空心主轴孔和液压阀孔等等。这些孔中,有的要求加工精度和表面质量较高,而且有的被加工材料的切削加工性较差,常常成为生产中一大难题。但只要我们合理利用加工条件,了解深孔加工的加工特点,掌握深孔的加工方法,就可以变难而不难。 二、深孔的加工特点 1、刀杆受孔径的限制,直径小,长度大,造成刚性差,强度低,切削时易产生振动、波纹、锥度,而影响深孔的直线度和表面粗糙度。 2、在钻孔和扩孔时,冷却润滑液在没有采用特殊装置的情况下,难于输入到切削区,使刀具耐用度降低,而且排屑也困难。 3、在深孔的加工过程中,不能直接观察刀具切削情况,只能凭工作经验听切削时的声音、看切屑、手摸振动与工件温度、观仪表(油压表和电表),来判断切削过程是否正常。 4、切屑排除困难,必须采用可靠的手段进行断屑及控制切屑的长短与形状,以利于顺利排除,防止切屑堵塞。 5、为了保证深孔在加工过程中顺利进行和达到应要求的加工质量,应增加刀具内(或外)排屑装置、刀具引导和支承装置和高压冷却润滑装置。 三、钻深孔的钻头 1、扁钻:是过去在工厂广泛采用的一种深孔钻头。这种钻头结构简单,制造容易。在使用中除钻杆、水泵外,无其它辅助工装,因此使用方便,适用单件小批生产。切屑在一定压力的冷却润滑液的作用下,从工件内孔中排除,不需退刀排屑,可以连续钻削。适用于精度和表面粗糙度要求不高的深孔钻削,如图1所示。
扁钻系列
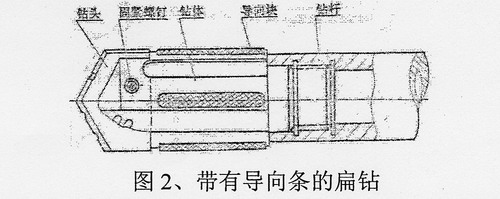
图1、简易扁钻 另外,还有一种带导向条的扁钻,如图2所示。刀体上的导向条在孔中起导向作用,以防止钻削时的孔偏斜。
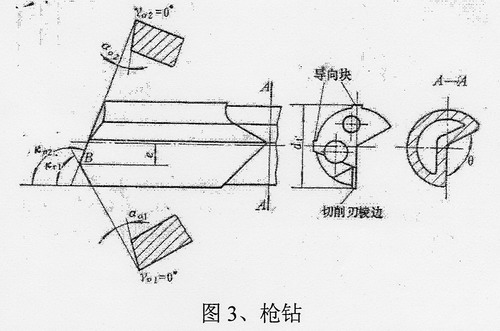
2、枪钻(单刃外排屑深孔钻):如图3所示。钻头现在为硬质合金,过去是高速钢,与无缝钢管焊接而成。高压的冷却润滑液由钻杆月牙形孔中通过钻头前端圆孔注入到切削区,并且切屑通过120o外槽中冲刷排出。
枪钻系列
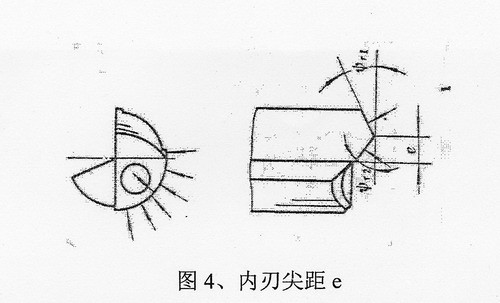
这种钻头是它只在钻头轴线一侧有切削刃,因此消除了横刃对切削过程的不利影响。切削力由两导向块和工件孔壁支承。开始切入工件时,由导向套定位。当导向块进入工件孔后,靠孔自行定位导向。主切削刃基本上通过或微低于钻头中心,约为(0.01~0.015)钻头直径。最大不大于0.4mm。它的内、外刃前角为0o,后角α0=10o~15o,并磨成双重后角。外刃偏角Kr1=60o~65o,内刃偏角Kr2=110o~115o,内刃尖距e=d/4,如图4所示。(d为钻头直径)。
硬质合金枪钻适用于钻削直径Φ2~Φ30mm的深孔。钻削时的切削速度(钢材) Vc=70~120m/min,进给量f=0.01~0.04mm/r,进给量f和钻头直径d成正比。
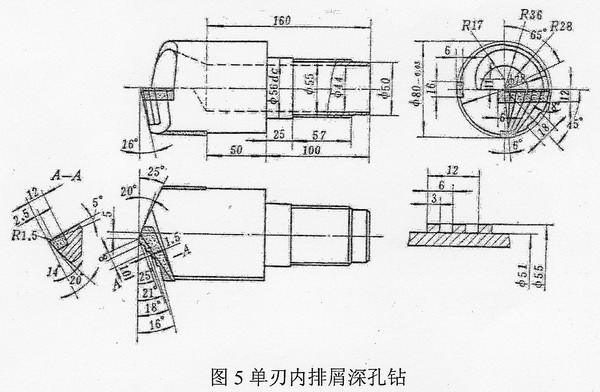
排屑深孔钻 3、单刃内排屑深孔钻:如图5所示。
这种钻头适用钻削直径Φ25mm以上的深孔。在钻头上镶有两条硬质合金的导向块,起钻时的导向和支承作用。在主刀刃上磨成阶梯状,并磨有断屑槽,使切屑分开和折断,有利切屑排出。在切削刃上有直通钻杆的排屑孔,切屑在有压力的切削液的作用下,从钻杆内孔中排出。这种钻头的刚性好,钻削平稳,可以进行高速钻削,表面粗糙度可达Ra3.2μm,尺寸精度可达IT10~IT11。切削用量为Vc=60~80m/min,f=0.06~0.12mm/r。 |
| 共 6 页: | 第 1 [2] [3] [4] [5] [6] 页 |
版权所有 民众工作室.制作 |