| 你当前的位置:首页>>工艺与材料>>专题教程 |
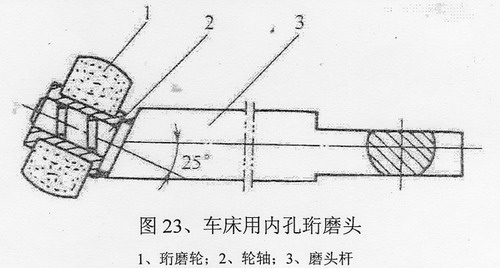
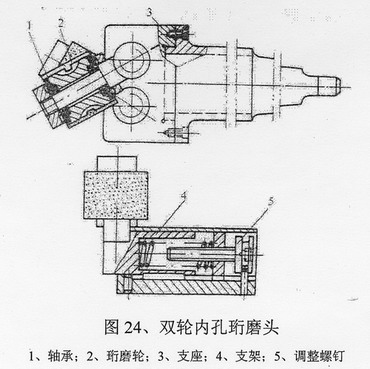
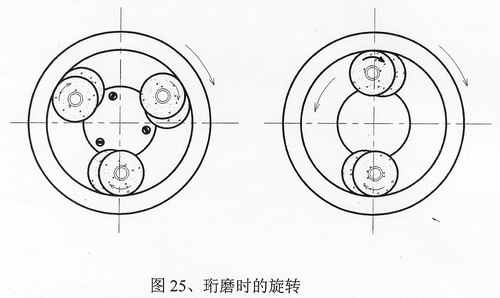
9、轮式珩磨:轮式珩磨也是一种对工件表面进行光整加工的方法之一。它的原理与实质是利用细粒度磨料的珩磨轮,在浮动的状态下,对工件表面进行低速磨削。轮式珩磨可采用单轮、双轮或多轮的形式。珩磨轮安装的工件轴线在空间相成25o~35o,如图23~25所示。
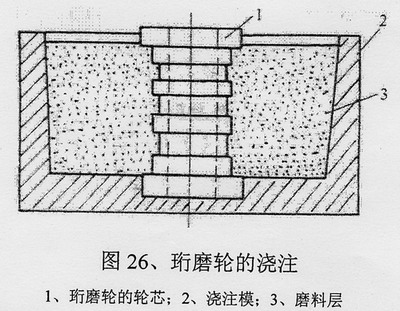
轮式珩磨可适用于不同硬度、材质的材料,对前工序工件表面粗糙度要求不高,可达到Ra0.05μm的表面粗糙度。由于它在浮动状态下工作,不能改变工件的形状精度。它适用于外圆、内孔、平面,更适用大孔径深孔的光整加工。 1)、轮式珩磨的工艺参数:余量:2ap=0.05~0.1mm;工件(或珩磨磨头)速度:Vc=50~80m/min;进给量:f=0.2~1mm/r;接触压力:100—200N。 2)、珩磨轮特性的选择:参考条式珩磨,但它的结合剂一般采用树脂结合剂。 3)、珩磨液:粗珩时,可加油酸,一般采用煤油80%~90%+10#机械油10%~20%。 4)、珩磨轮的修整:可采用人造聚晶金刚石(PCD)刀具车削,使内外圆同轴和形状接近工作状态;在珩磨过程中自行修整其形状。 5)、珩磨轮制造:珩磨轮工作层由磨料70%,环氧树脂20%,乙二胺7%,邻苯二甲酸二丁酯3%组成。浇注前先用容器把环氧树脂加热到70~80℃,把磨料加热到60℃左右,倒在一起搅拌均匀,再把其它两种倒入搅拌均匀,再加热到70~80℃,并不停地搅拌,3min后即可浇注到模型中,如图26所示,等固化冷却后出模,修整后即可使用。
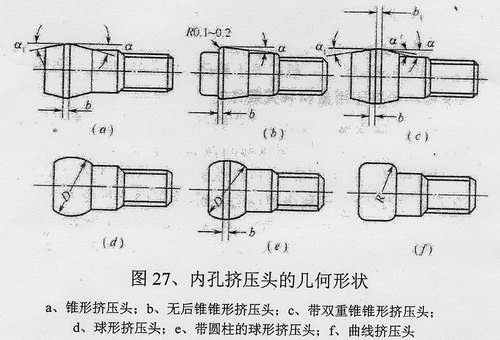
八、深孔的挤压 挤压加工是小孔表面精整和强化的方法之一,它可以得到IT5~IT6的精度和Ra1.6~0.21μm的表面粗糙度,而且对于工具要求简单,对机床的精度要求也低。它适合于孔径Φ2~Φ50mm的孔,而且加工效率也很高。它的特点是精整尺寸、挤光表面、强化表层。 1、挤压元件:挤压元件的形状如图27所示。它是由工具钢、合金工具钢、高速钢和硬质合金制造。前三种材料淬火后硬度达到HRC60~66,加工后的表面粗糙度应小于Ra0.05μm。
在使用时最常采用的是a、d、e三种。它的前锥角α和后锥角αˊ=4o~5o;棱带宽度b=1.5~2mm,也可以用b=1/13d+0.3的公式计算(d为孔径);球形挤压头的球径D=孔径d+过盈量。 2、挤压过盈量:挤压头直径大于工件孔径的量为过盈量。过盈量小了,孔挤压后无法全部熨平反之会产生拉毛和刮伤。它的大小与工件材料、孔径和孔的壁厚有关,有般为0.05~0.1mm。孔径小,孔壁薄时,取小值。 3、挤压方式:孔的长度较短和孔径大时,采用推挤,反之采用拉挤。拉挤还可以在拉床上进行。 4、挤压速度:工件为塑性材料时,Vc=2~5m/min,为脆性材料时(如铸铁、黄铜),Vc=5~7m/min。 5、挤压润滑剂:工件为塑性材料时,为黄油或MoS2油膏或机械油+石墨;工件为脆性材料时,用机械油+豆油;挤压铝时,用高浓度的乳液;挤压铸铁时,用煤油。其中机械油+石墨效果最好。
加工深孔数控钻床 九、结束语: 加工深孔,是机械加工比较难而复杂的加工,所以在加工的每一环节都应严谨对待,不可忽视。只要认识和掌握加工条件的每一环节,就能达到预想的目的。 |
| 共 6 页: | 第 [1] [2] [3] [4] [5] 6 页 |
版权所有 民众工作室.制作 |