| 你当前的位置:首页>>工艺与材料>>专题教程 |
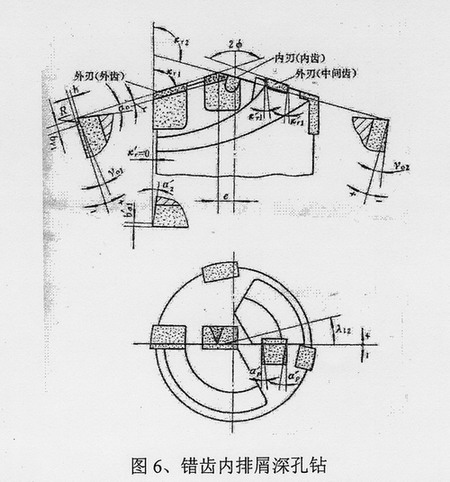
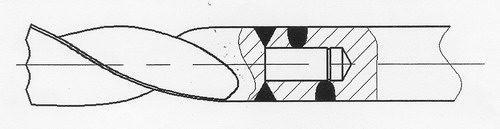
4、错齿(多刃)内排屑深孔钻:如图6所示。
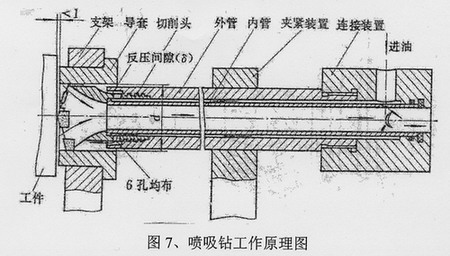
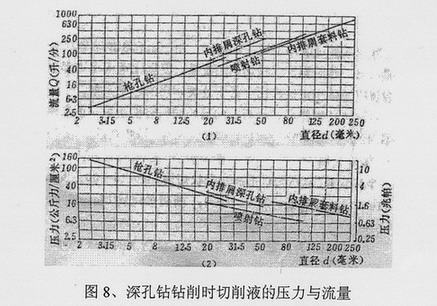
这种钻头是把切削齿(刃)错开分列在钻头的两边,以保证分屑可靠,使切屑体积减小,便于排出。而且刀片的散热条件得到改善。切削刃上的径向力也得到平衡。同时也根据切削刃的切削条件,选用不同的刀具材料(牌号),以达到最佳切削效果。 钻头上也有两个硬质合金导向、支承块。几何参数是:2¢=144±4o,Kr1≈72 o,Kr2=110o,e=0.1d,γ01=0o,Kr′=0o,γ02=5o~8o,α0=8o~12o, λt2=5o~8o,bα1=1~1.5mm,br1=1.2~2mm,h=0.4~0.5mm,R=1±0.1mm,τ=2o~6o,外刃中间齿突前量为(1~2)f。 5、喷吸钻:如图7所示。它是在排屑系统中利用喷吸原理,改善排屑条件,所用的冷却润滑液的压力较前三种低,如图8所示。用它可以钻削直径¢20~¢65mm长径比达100的深孔,而且加工效率较高。除用硬质合金刀片焊成钻头外,还可以用麻花钻改制成喷吸钻。
喷吸钻
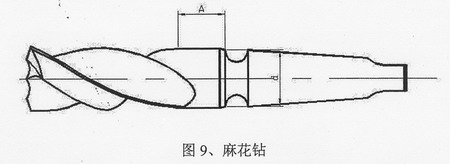
喷吸钻的工作原理,如图7所示,具有一定压力的切削液,由进油口流入连接装置,其中大部分通过内外管之间的间隙,经过钻头的6个小孔,从环形断面和喉颈(反压间隙区)流向切削区,冷却切削刃并把切屑冲进排屑口,经内管向后流动。另一小部分切削液则从管内四周的月牙槽向后喷射,流速增大而形成射流。根据能量守恒原理,由于比能增大,压能下降,因此在这股喷射流的周围形成低压区,这样在内管的前、后端存在压力差,产生一定的吸力,加速前端有切屑的切削液向后流动排出。 喷吸钻的切削用量,在铂削一般钢材时,Vc=70~100m/min,f=0.1~0.17mm/r。 上述几种钻头,均可以连续钻削,不用退刀排屑和进行冷却润滑,加工效率高,孔的质量也好,但必须有相应的液压系统,进行冷却润滑和排屑。 6、麻花钻:在无专用工装的情况和单件生产时,也可用标准的麻花钻头加一根长钻杆来钻削深孔。但是,由于麻花钻头的容屑空间和通道的影响,不能连续排屑和冷却润滑,所以必须多次进行排屑与润滑,而增加了比前所述钻头多许多倍的辅助时间,至使加工效率低。但它不需要其它工装,操作技术较为简单,因而它是单件生产时常采用的深孔钻工具。 采用麻花钻钻深孔时应注意的问题: ①、钻杆直径d应小于钻头直径0.3~0.8mm,外表面必须光滑。对于直径¢20mm以上的钻杆可采用滚压加工,以提高钻杆表面的硬度,防止切屑碎屑拉伤。 ②、锥柄钻头A段直径应磨小0.5~1mm,如图9所示,以防此段在钻削的过程中因硬度低而拉伤研在孔中。(注锥柄钻头的锥柄是一般钢在A段对焊而成,柄部硬度低)
麻花钻
③、对直柄钻头接长钻杆的方法,采用如图10所示的焊接,它除对焊外,再在镶装部磨两个坑后焊好,磨圆即成。这样焊的钻头结实不会在钻削中开焊。
图10、直柄钻头的焊接 ④、采用长钻杆的钻头钻深孔前,先用中心钻钻一个定位孔,再用短钻头(未加长的钻头)钻一导向孔(尽可能深一点)后,才用长钻头钻。 ⑤、严格掌握每次进刀位置和钻削长度。每次进刀钻削长度和钻头直径成正比,一般为5~15mm,(此时的钻头直径为¢5~¢30mm),千万还要进给太长,以防容屑太多,增大和孔的摩擦力,而将钻头卡死在孔中而不易退出。 ⑥、在每次退出排屑后,一定要把钻头和钻杆上的切屑碎末刷干净,并涂好润滑油。 ⑦、要根据不同的工件材料选用不同的切削速度和进给量,以保证钻头有较合理的耐用度。钻头的钻型最好采用群钻型,如采用普通钻型,就把钻头的横刃修磨窄,以减小轴向力。 |
| 共 6 页: | 第 [1] 2 [3] [4] [5] [6] 页 |
版权所有 民众工作室.制作 |