| 你当前的位置:首页>>液压与气动>>专题教程>>液压AGC专题 |
| 热轧厂精轧液压AGC控制系统 刘安平 (中冶赛迪公司自动化事业部, 重庆 400013) [摘 要]某1500 mm 热连轧精轧液压自动厚度控制系统,采用了专用于复杂的闭环控制和高速数学运算的德国西门子SIMATIC TDC 多处理器控制器。通过反馈模型(GM-AGC)、油膜厚度补偿、活套补偿、宽度补偿(指对轧机的弹性变形系数的修正)、弯辊力补偿,X-射线厚度偏差监控等功能来控制带钢厚度。此外,还具有便于同一批号的下一块钢穿带的压下及咬入速度的复归功能。此AGC 系统为串联双环系统,内环APC 一直运行,外环AGC 设定值作为APC 附加设定,实现AGC 功能。 该系统稳定性、操作性好、响应速度快、控制精度高。 [关键词]热连轧 精轧 TDC 自动厚度控制 GM-AGC 1. 概况 在热轧带钢厂中,精轧的板厚自动控制在整个生产过程中居于十分重要的地位,控制的好坏直接 影响到成品的质量及合格率。为了使成品带钢得到较好的纵向厚度偏差,在精轧连轧系统采用自动厚 度控制(AGC)。液压压下系统惯性小、反应快、截止频率高、抗干扰性能好、调节精度高,因此,现 在新上的热连轧线普遍采用液压AGC,即HAGC。 该1500 mm热连轧精轧区由六台精轧机组成,AGC液压缸总行程为115 mm。每个机架有两个液压 缸,分别是操作侧液压缸,传动侧液压缸,各两个共四个伺服阀控制。液压缸活塞杆向上固定在机架 上部,液压缸上腔为有杆腔,下腔为无杆腔,在液压系统的控制下,液压缸缸体可以相对机架上下运 动。 AGC液压缸伺服阀用于控制AGC液压缸无杆腔内油体的进出,伺服阀通过给定的±10 mA电流信 号控制。测压头用于测量轧制力,每个机架有两个测压头(操作侧、传动侧)。安装在下支撑辊和机架底部之间,每个测压头的测量范围是0~1750 t。 2. 控制器硬件配置及功能划分 控制系统采用了专用于复杂闭环控制和高速数学运算的德国西门子SIMATIC TDC多处理器控制 器。它们是TDC4×1、TDC4×2、TDC4×3,分别控制F1、F2机架,F3、F4机架,F5、F6机架。每个TDC控制器硬件配置相同,如表1。 表1 TDC451 站硬件配置及功能划分  3. AGC 控制原理 AGC控制的目的是为了消除板厚偏差,以期达到目标板厚。AGC是以弹跳方程测厚的压力AGC为主 的方式。本压力AGC控制系统以BISRA(英国钢铁研究协会)原理和X-RAY监控方法为基础。BISRA方法以一定板厚为基准,为使板厚偏差△h为零去控制辊缝的调整方法,它是由弹跳方程测厚与锁定厚度之差乘以压下效率系数(M+Q)/M直接调节电液伺服阀电流消除厚差,而不控制绝对板厚。基准板厚由操作锁定(LOCK ON)来决定。 3.1 锁定及锁定值 由于AGC控制先要确定好一个目标厚度,才有控制的基准,把某时某刻的实际板厚视为目标值,以后的板厚变化量也相应于开始时的目标值,从而便于系统调节。所谓锁定就是指把实际厚度视为目 标板厚的处理过程,习惯上把此时的值称为锁定值。锁定方式有三种: 3.1.1 人工锁定 带钢使精轧机出口热金属检测器(HMD)接通以后,当测厚仪测出的厚度偏差接近于零时,由操作 人员决定是否该锁定,要锁定时手动按下HMI画面上的AGC人工锁定软按钮,即开始锁定。人工锁定 方式主要在开发新钢种时使用。 3.1.2 AUTO-1 锁定 当AGC锁定方式选择在AUTO-1位置时,当某机架Fi负荷继电器接通以后,经过表2中的延迟时间 后自动锁定。AUTO-1锁定方式适合于穿带性能较好的钢种。 表2 AUTO-1 锁定延迟时间  3.1.3 AUTO-2 锁定 当AGC锁定方式选择在AUTO-2位置时,带钢使精轧机出口HMD接通,并经过一定的时间延迟后, 以CPU运行周期为采样周期,当下式成立时,即开始锁定。AUTO-2锁定方式特别适用于穿带性能不太 稳定的薄规格带钢。  .......(2) .......(2)式(1)、(2)中, 3.2 AGC 的功能 3.2.1 AGC 厚度控制目标 AGC厚度控制指标见图1,其中目标考核精度全长命中率≥99%,普通精度全长命中率≥98%,高 精度全长命中率≥97%,对工艺操作的要求为:切头并切尾,F5、F6不过多手动干预,头部设定误差在100um以内,适时切换锁定方式。 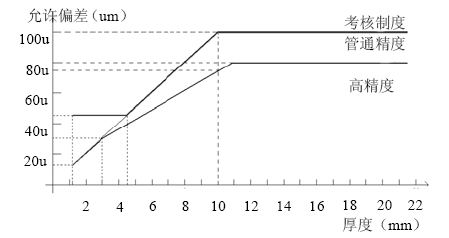 图1 AGC 厚度控制目标 3.2.2 GM-AGC 此种方式是AGC投入锁定以后,每隔16毫秒根据轧制力和压下位置利用弹跳方程所算出的机架出侧板厚与目标板厚(锁定板厚)进行比较,根据出现的厚度偏差大小,经过计算机的放大计算,反馈回去控制轧机的压下量。 对于各机架而言(除末架而外),难以直接检出带材的厚度,只有借助间接的计算公式,即引用众 所周知的弹跳方程: 式中:h 为出口板厚;S 为处始辊缝;F 为轧制压力;M 为轧机的弹性变形系数。 考虑到零调的情况及油膜厚度对辊缝的影响,式(3)改写成: 另外,对于一些不可测因素,诸如轧辊的热膨胀,磨损以及检测和计算中的误差,以X-射线所测 偏差体现出来,也会影响到实际板厚。因此,构成最后的公式为: 式中,ME 为轧机的变形伸长; GM-AGC的控制方式是将计算的出口板厚与目标板厚进行比较,根据出现的厚度偏差大小,反馈 回去控制轧机的压下量。 GM-AGC的辊缝调节量,由下式给出:  ......(6) ......(6)式中, |
共 2 页:【下一页】 |
版权所有 © 民众工作室.制作
|