4.1 基本术语
钣金零件在折弯过程中,折弯处内侧的材料受到压缩,外侧的材料受到拉伸,从而导致板件折弯处的展开长度与折弯前的长度不相等,其程度与钣金零件的材料种类、热处理状态、机械性能、板材的厚度及折弯半径均有关系。为了反映钣金零件经折弯后,折弯处的长度所发生的变化程度,可以选用如下几个参数之一:
◇【折弯系数】
◇【折弯扣除】
◇【K-因子】
这些参数之间有一定的关系。
4.1.1 折弯系数
零件要生成折弯时,可以指定一个【折弯系数】,但指定的 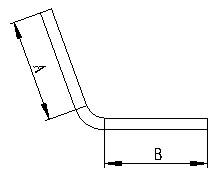
【折弯系数】必须介于折弯内侧弧长与外侧弧长之间。
【折弯系数】可以由钣金件原材料的总展开长度减去非折弯
长度来计算。
用来决定使用折弯系数值时,总展开长度的计算公式如下:
Lt = A + B + BA
式中: BA —— 折弯系数
Lt —— 总展开长度
A、B —— 非折弯长度
4.1.2 折弯扣除
当在生成折弯时,用户可以通过输入数值指定一个明确的 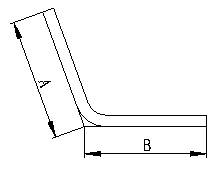
【折弯扣除】。
【折弯扣除】由虚拟非折弯长度减去钣金原材料的总展开
长度来计算。
用来决定使用折弯扣除值时,总展开长度的计算公式如下:
Lt = A + B – BD
式中: BD ——— 折弯扣除
Lt ——— 总展开长度
A、B ——— 虚拟非折弯长度
4.1.3 K-因子
【K-因子】表示钣金中性面的位置,以钣金零件的厚度作 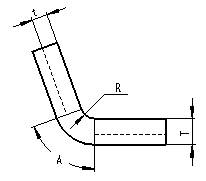
为计算基准。
【K-因子】即为钣金件内表面到中性面的距离t与钣金厚
度T的比值,K=t/T。
使用【K-因子】也可以确定【折弯系数】,计算公式如下:
BA =л(R+t)A/180 =л(R+KT)A/180
式中: BA ——— 折弯系数
R ——— 内侧折弯半径
K ——— K-因子 K=t/T
T ——— 材料厚度
t ——— 内表面到中性面的距离
A ——— 折弯角度(经过折弯材料的角度)
由上面的公式可知,【折弯系数】即为钣金件在折弯时,中性面上的圆弧长度。因此,指定的【折弯系数】的大小必须介于钣金的内侧圆弧与外侧圆弧之间, 以便与折弯半径和折弯角度的数值相一致。
在机械工程中,钣金件的精度都不高,使用钣金工具进行折弯操作时,选择默认的参数即可,例如【K-因子】一般都取0.5,即钣金件的中性层位于板内侧与板外侧的中间位置。
4.1.4 折弯系数表
除直接指定和由【K-因子】来确定【折弯系数】之外,还可以利用【折弯系数表】来确定。
在【折弯系数表】中可以指定钣金零件:
◇【折弯系数】
◇【折弯扣除】
【折弯系数表】还包括:
◇【折弯半径】
◇【折弯角度】
◇板件的厚度。
在SolidWorks中有两种【折弯系数表】可供使用:
一、带有.blt扩展名的文本文件。
二、嵌入的Excel电子表格。
本小节介绍第二种类型。
在SolidWorks中,所生成的新【折弯系数表】保存在嵌入的Excel电子表格程序内,根据需要可以将【折弯系数表】的数值添加到电子表格程序中的单元格内。
电子表格的【折弯系数表】只包括折弯90°的数值,其它角度折弯的【折弯系数表】或【折弯扣除】值由SolidWorks计算得到。
生成【折弯系数表】的方法如下:
(1)选择菜单栏中的【插入】/【钣金】/【折弯系数表】/ 【新建】命令,系统弹出【折弯系数表】对话框。
(2)在【折弯系数表】对话框中设置单位,键入文件名,单击【确定】按钮,则包含折弯系数电子表格的嵌置Excel窗口出现在SolidWorks窗口中。
折弯系数电子表格包含默认的半径和厚度值。
(3)在Solidworks图形区的表格外单击,以关闭电子表格。
|