| 你当前的位置:首页>>液压与气动>>专题教程>>液压缸的加工制造 |
| 液压缸端盖机械加工工艺 |
| 液压缸端盖机械加工工艺 陕西纺织服装职业技术学院(咸阳712000) 屈建喜 咸阳机床厂(陕西712000) 刘惠 液压缸端盖应用广泛,是非常重要的零件之一,其加工工艺的可行性、合理性、先进性将直接影响零件的质量、生产成本、使用性能和寿命。我们经过长期的生产实践,不断的总结经验,在端盖原工艺的基础上,形成了比较合理的新工艺。 1.液压缸端盖的功用及结构特点 液压缸端盖是构成液压缸的重要零件,将其装配于缸体上,起到支撑、密封、传递动力和运动的作用。 图l为端盖零件简图,依据端盖的尺寸精度、技术要求和功用,经过我们深入的分析,端盖具有以下特点:由¢50H7、¢40H11、¢35H7和M38x1.5-7H螺纹组成的同轴孔系,端盖的安装面为B面(底面),有用于连接的通孔和¢l0mm的进油孔。 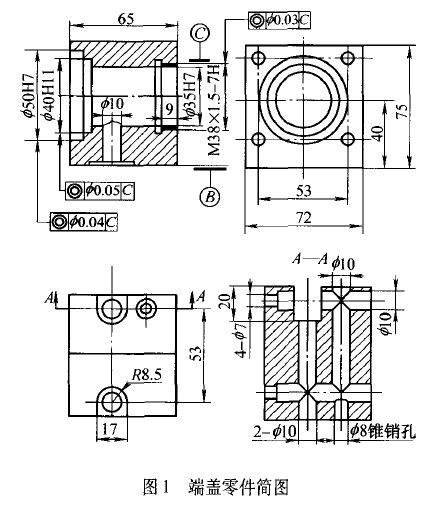 2.原工艺分析 液压缸端盖的原加工工艺如表1所示。 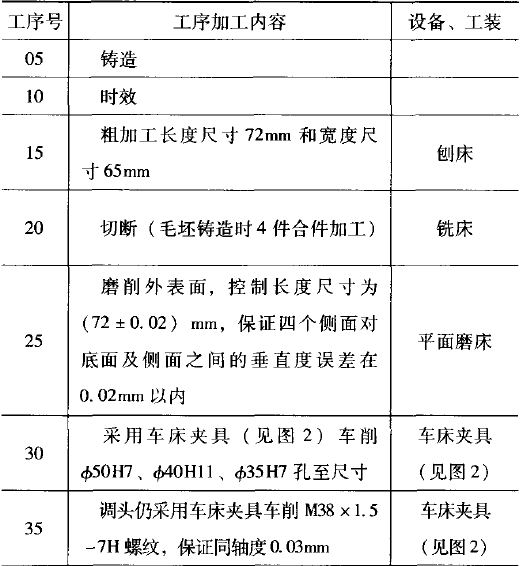 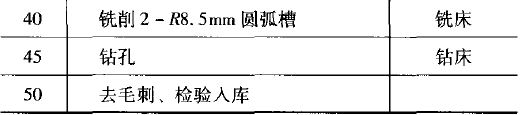 由表1可看出,原工艺主要存在如下缺陷: (1)加工¢50H7、¢40H11和¢35H7孔,使用如图2所示的车床夹具装夹工件,加工M38×1.5―7H螺纹,为了保证与¢35H7孔的同轴度,仍使用如图2所示的车床夹具装夹工件(即工件调头车削螺纹)。这种装夹方法,车削¢35H7 孔和M38×1.5―7H螺纹均采用工件的底面、侧面作为定位基准,由图2所示夹具的支撑板4、导向板1和2、定位套3实现定位,此时虽无基准变换带来的加工误差,但因配合间隙的影响,对同轴度0.03mm而言,存在基准位移误差,很难保证精度,只有提高前道工序的加工精度,将长度尺寸72mm由未注公差提高到(72±0.02)mm (见表1中的第25道工序),才可保证后续工序调头加工M38×1.5―7H螺纹时的同轴度。 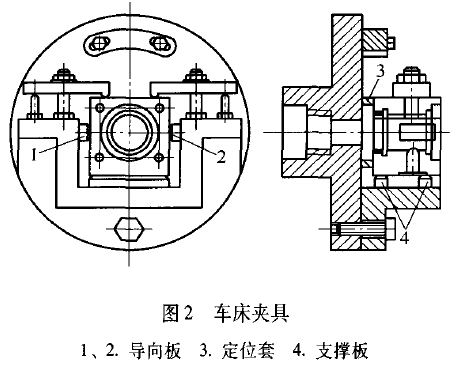 (2)各表面之间的垂直度误差必须控制在0.02mm(见表1中的第25道工序)以内,此值远高于图样规定 的未注位置公差。 (3)原工艺中安排有磨削外表面工序,零件的生产成本相对较大。 综上所述,原工艺提高了72mm的精度和各表面间的垂直度精度,增大了端盖的生产成本,不易保证零件的尺寸精度和位置精度。为此,我们对端盖的工艺进行了改进。 3.现行工艺的特点 对原工艺进行改进,现实施的加工工艺如表2所示。 表2 端盖现行工艺过程 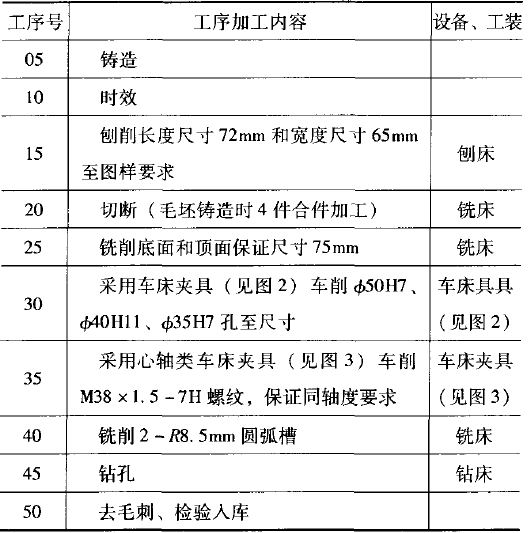 现行工艺与原工艺相比:车削M38x1.5―7H螺纹是以¢35H7孔的轴线作为定位基准,在可胀心轴(见图3)上实现定位,对同轴度0.03mm而言,属基准重合,基准不重合误差为零,又因采用可胀心轴消除了端盖内孔与心轴的配合间隙,不存在基准位移误差,同轴度的定位误差为零,容易保证M38 x 1.5―7H螺纹对基准(¢35H7孔的轴线)的同轴度。因此,可降低前道工序加工尺寸72mm时的尺寸精度,也降低了各表面之间垂直度的精度要求。同时,以刨削工序代替磨削工序,可显著减小端盖的生产成本。 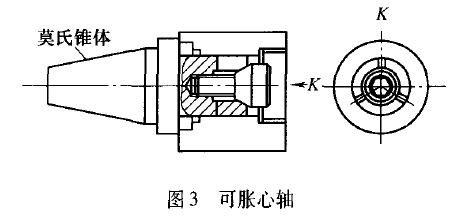 4. 结束语 现使用的液压缸端盖的加工工艺,经过实际生产的验证,不仅方便了工件的加工,容易获得尺寸精度和表面质量,而且可显著地降低生产成本,减轻操作者的劳动强度,是一种值得推广的工艺过程。 |
版权所有 民众工作室.制作 |