| 你当前的位置:首页>>液压与气动>>专题教程>>液压缸的加工制造 |
| 大直径液压缸缸筒内孔镗滚复合加工工艺 |
| 大直径液压缸缸筒内孔镗滚复合加工工艺 吴雄彪 张雁平 王志明 (金华职业技术学院,浙江金华321007) 摘要:液压缸大直径内孔的加工或修复对小批量生产者而言是比较困难的,传统的机械加工工艺效率低,质量不稳定。通过对C630车床的适当改造,设计了一套专用夹具和滚压器,采用镗--滚复合加工工艺,较好地解决了实际生产难题。实践证明,该工艺经济实用,加工精度和表面质量高,加工质量稳定。 关键词:液压油缸 加工工艺 复合加工  1、前言 图1所示为一中型工程机械上的液压油缸,缸径¢100mm,长1060mm,表面粗糙度Ra0.4μm,圆度0.025mm,法兰端面对内孔垂直度要求为0.05mm。 由于长径比L/D≥10,属深孔加工。液压油缸内孔的尺寸精度和形状精度、内孔表面粗糙度的要求均较高,且缸筒内孔的孔径比大,加工上有一定难度。为较好地满足上述要求,小批量加工液压油缸内孔的传统工艺是在普通车床上或专用深孔钻镗床上将工件定位后,按粗镗--半精镗--精镗--珩磨进行加工。该加工工艺生产效率低,遇到毛坯不正常时,更是费工费时,还容易打刀,刀具磨损快,使用寿命低。珩磨时工人劳动强度大,不易保证产品质量,表面粗糙度不易保证。为了满足小批量生产和修复油缸的工艺需要,本文利用现有的工艺装备,设计了专用的滚压器,采用镗--滚复合加工工艺,解决了液压油缸大尺寸内孔的加工难题。 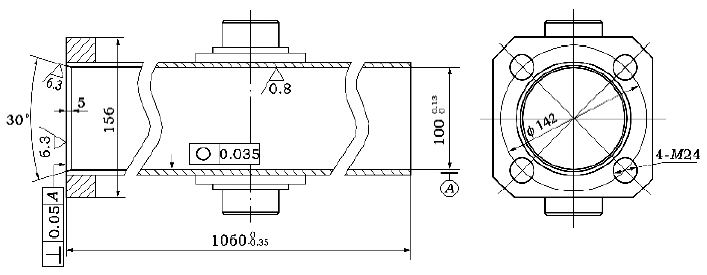 图1 液压缸零件简图 2、镗--滚复合加工原理 在滚压加工中,滚压元件(滚轮、滚珠或滚柱)在被加工孔壁表层沿圆周作螺旋式滚动,并对被加工孔壁施加一定的径向压力,工件在滚压力作用下,其表层金属产生弹性变形和塑性变形。塑性变形既使工件被加工表面的形状发生变化,也使其组织结构和物理性能发生改变,工件表面不平的波峰和波谷被熨平和填平,从而降低了表面粗糙度值和提高了工件的加工精度;被滚压层金属的晶格产生剪切滑移、严重扭曲、拉长、纤维化及破碎,使组织变得紧密,晶粒变细,晶粒形状也沿着变形最大的方向延伸,在金属表层内产生压应力,使金属表面得到强化,提高表层的强度和硬度。 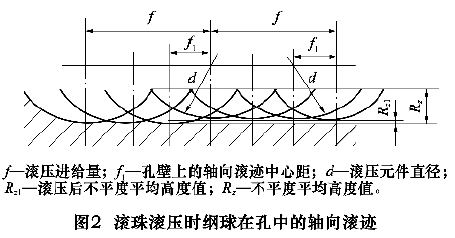 图2为滚压内孔时钢球在孔壁上的轴向滚迹,图中f1为相邻两钢球在孔壁上的轴向滚迹的中心距。显然,若滚压时的轴向进给量为f,在圆周上分布有m只钢球,则  ,经滚压后不平度平均高度降低值为 ,经滚压后不平度平均高度降低值为根据弓形几何尺寸的近似的计算可知: 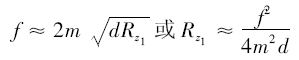 由此可见,滚压加工的表面粗糙度与滚压器的固有参数(滚压元件的直径、数量)及滚压时的进给量有关。因此,选用直径较小且数量较多的滚压器及采用较小的进给量有利于达到表面粗糙度值较低的要求。如用钢球直径为¢6mm,圆周上分布6只钢球的滚压器加工内孔时,若取f=0.4mm/r,则 3、滚--镗复合加工装备 3.1 机床改装 本方案液压油缸内孔一次镗滚加工用的是3Mc630车床,无法实现刀具的冷却以及排屑。为此,设计了一套专用夹具、冷却和排屑的油路系统,对设备进行了改装,如图3所示。夹具的一端与机床主轴刚性连接,专门设计了排出铁屑和冷却油的集屑箱,冷却油经过滤再流回油箱内循环使用。夹具的另一端是固定在机床导轨面上,利用液压油缸上的内圆倒角和工件端面定位夹紧。镗滚压装置在加工时把镗杆固定在大拖板箱上,利用机床的大拖板移动进给。由于滚压器在加工中会产生大量的切削热量,切下来的铁屑也无法排出,使刀具和滚压器极容易损坏。为了解决这一问题,设计了一套专供冷却和排屑的油路系统。用油泵向夹具的一端注入足够的高压冷却油,通过导向套进入工件,冷却滚压器和刀具。利用高压油把铁屑从未加工孔内冲走,从夹具的另一端流入集屑箱内。 通过机床改造,C630成了深孔加工机床,可以完成液压油缸的加工。 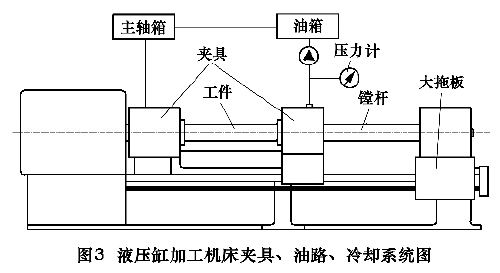 3.2 滚压器 图4所示为滚压器的基本结构,它由前导向部分、工作部分、连接部分组成。前导向部分是在进给端设置一导向套,以便引入粗镗刀,有效保护粗镗刀。连接部分主要是滚压器与镗杆的连接,大多采用螺纹联接。工作部分是滚压器的主要组成部分,主要有粗镗刀、浮动镗刀和滚压头组成,各自起着不同的作用,但又互相联系。 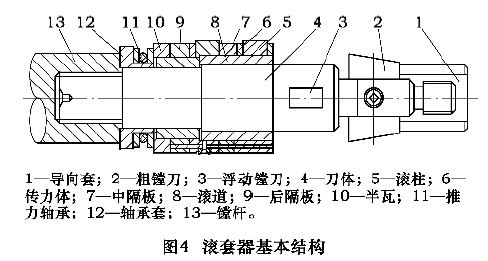 3.3.1 粗镗刀 为了预防破坏已加工表面,避免滚压头发生挤死现象,要求已加工的内孔表面不允许残留铁屑。因此,在设计粗镗刀、浮动镗刀时,要考虑铁屑向前排的问题,而后用油从待加工孔内冲出。 粗镗刀有两个切削刃,考虑到毛坯的余量不可能完全均匀,切削时两切削刃的切削力不相等,径向力不能相互平衡,会产生刀杆的弯曲和震动,粗镗刀采用跨骑式结构装配在刀杆上。镗削时靠轴向切削力的作用使其左定位面与镗杆上镗刀孔定位面紧密贴合,径向靠镗杆外圆定心,并用螺钉压紧。主刃磨有双重偏角45°及8°和双重刃倾角(-5°及-30°),并在刃口上磨出分屑槽。这样,刀尖强度好,走刀抗力小,可保证刀具工作时切削刃与刀杆同心,减少刀杆的弯曲和震动,为精镗做好准备。 3.2.2 浮动镗刀 浮动镗刀主要用于精镗,以提高加工表面质量,为滚压作好准备。其径向尺寸可以调整。加工余量控制在0.15--0.2mm,为便于排屑,同粗镗刀一样,也做成双重偏角(15°及30°)和双重刃倾角(-25°及-8°), 这样,切削刃长,切屑薄,使切削力减小,减少工件变形,从而修正了粗镗刀对工件加工误差的影响。 粗镗刀的刀体用45钢,加工钢件的刀头用YT硬质合金,加工铸件的刀头用YG硬质合金。浮动镗刀用高速钢整体刀具。 3.2.3 滚压头 滚压头既起滚压作用,又起着导向和刚性支承作用,以减少刀杆的弯曲和震动。滚压头是由相同尺寸的两排滚柱在轴向上排列组成,它既起导向作用,又起滚压作用。第一排滚柱起滚压作用,同时也增强刚性和起到导向作用。经滚压后,工件表面产生一层冷硬层,可提高液压油缸的耐磨性。滚压时,滚柱的过盈量不宜太小,否则,会使精镗过的孔表面细小刀痕无法滚压掉,表面粗糙度达不到要求;过盈量也不宜过大,过盈量过大将使滚压阻力过大,易使孔的母线偏移。滚柱与滚道的接触也不宜过小,这样有利于防止工件母线偏移。第二排滚柱用于第二次滚压,修正一次滚压的弹性恢复。经过二次滚压后,表面粗糙度值达到≤0.1μm。 在液压油缸内孔加工过程中,镗杆受到的切削力和挤压力很大,其刚性的好坏也将影响导向性和加工质量。因此,在允许的条件下尽可能加粗刀杆,提高刀杆的刚性。为了增加刚性,减轻重量,镗杆一般都做成空心的。 4、主要加工参数选择 切削速度:v=18-20m/min;进给量:f=0.35mm/r;背吃刀量:粗镗 5、结束语 (1)镗滚复合加工,只需一次安装便可完成整个加工过程,避免了多次定位误差的积累,从而保证了工件质量的稳定性;用滚压代替磨削,有利于提高工件的精度和表面质量,而且经过滚压后工件表面建立起冷硬层,可增加表面耐磨性,确保产品的品质,为进一步提高精度和质量提供可能性。 (2)用普通机床代替一台传统的深孔镗床和一台珩磨机,可减少设备投资,减小生产场地面积,有效地减低了生产成本。一次装夹完成) 道工序加工,省去多次装夹定位时间、减少各工序之间的辅助时间,缩短加工工时,提高生产效率。实践表明,过去完成三道工序加工需要花费4h,现采用镗滚复合加工只需25-40min。 (3)排屑和冷却是影响质量的重要因素。由于镗滚复合加工对排屑的要求比较高,在已加工表面上不允许有切屑,而且加工中会产生大量的热量,因此加工中要有足够流量的冷却乳化液,冲走非加工面上的切屑,同时带走滚压时的热量。 (4)镗滚复合加工对滚压器的安装和制造精度要求高,刀具和滚压元件的工艺参数选择要科学,粗镗、浮动镗和滚压的余量梯度要合理,这是进一步提高加工精度和表面质量的关键。 (5)通过适当增大镗滚头的外径,可加工¢75-¢350mm内孔,扩大应用范围,对单件小批生产具有推广意义。 参考文献 1.陈怀南.加工缸体内孔的镗滚头装置的设计.机床与液压2006(7) 2.朱红波,史玉春.镗滚压复合加工应用研究.煤矿机械,2005(7) 3.姬爱玲,陈科家,罗红霞.缸筒内孔复合镗滚加工.新技术新工艺,2005(7) 4.王维新.内孔滚压加工及其影响因素的分析.西北轻工业学院学报,2002(4) 5.宋海林.大直径液压缸内孔的加工方法.工程机械,2000(8) 6.冯留欣,许民.油缸内孔一次镗滚成型工艺.拖拉机与农用运输车,2000(6) |
版权所有 民众工作室.制作 |