| 你当前的位置:首页>>液压与气动>>专题教程>>液压缸的加工制造 |
| 利用普通车床加工油缸缸筒 |
| 利用普通车床加工油缸缸筒 杜建宁 (河北科技大学 化机厂, 河北石家庄,050011) 摘要:针对小批量生产油缸的小型企业,介绍了在不损伤机床结构的情况下, 利用简易液压系统改制普通车床,完成油缸拉镗和珩磨的方法。 关键词:油缸;拉镗;珩磨 1、 前言 油缸是液压传动系统中不可缺少的主要部件之一, 如何加工油缸是很重要的一环,一般说,油缸除了内孔的几何形状要求较高外,还要求粗糙度在Ra0.4加1之内,并要求内孔进行珩磨加工。对于专业生 产厂,要使用几台专用设备,严格执行生产工艺。但是,对一些不具备专用设备,油缸加工批量不大的生产厂来说,有没有其它更合适的加工方法来满足生产需要呢?下面就将我厂利用普通车床加工油缸缸筒的方法介绍给大家(零件图见图1)。 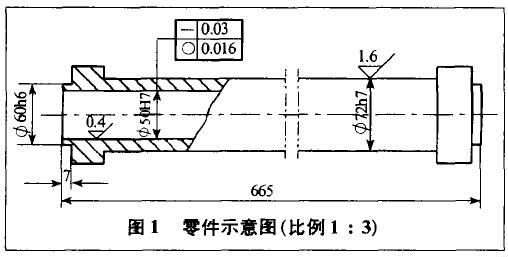 2、 车床改造 油缸缸筒采用普通灰铸铁材质(HT200),缸筒的内孔长径比L/D>13,加工缸筒的内孔是难点。根据缸筒 结构和材质的特点,我们决定在普通车床上,采用拉镗结合珩磨的工艺方法加工缸筒。 首先,我们根据加工缸筒的工艺对车床进行改造。考虑到缸筒的加工特点及我厂的设备条件,我们在C630×3000普通车床上增加一套液压辅助进给系统,以满足加工缸筒的必要条件。此部分为独立单元,以油箱为基础,制成由电动机、叶片泵、压力表、溢流阀为一体的液压站,并将其置于车床尾部的外侧。液压元件选用1.5kW的4极电机驱动18 L/min液片泵,压力油经过叶片泵、溢流阀、压力表、调速阀、换向阀到进给油缸形成液压回路,使进给油缸往复运动,驱动刀具进给切削。经过改造后的车床,进给速度可以由调速阀8自由调节,满足了拉镗、珩磨油缸内孔的基本工艺要求。 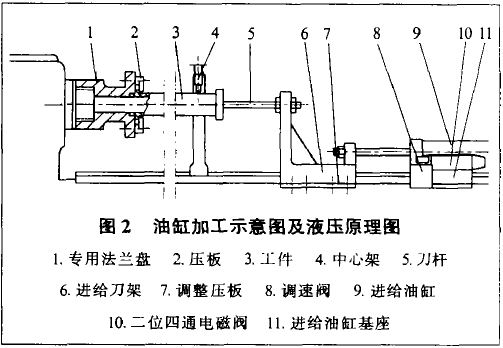 先将车床溜板部分移至床头箱附近搁置,并去掉后尾座,将进给刀架6置于车床导轨上,调试其压板间隙,使进给刀架在机床导轨上滑动自如,再将进给油缸9用前后压板紧固在机床导轨的后半部分,并接通油路及各个控制阀,即可进行液压进给系统的调试(见图2)。 在对设备的改造上,我们掌握一个原则,即原设备在改造后,其车床的基本结构不受任何影响。一些辅助设置控制元件都固定在进给油缸基座11上,如二位四通阀、调速阀、行程控制开关。进给油缸采用压板固定结构,一不采用在机床导轨上钻孔固定法,二考虑到机床将来的多种用途及完整性。若要进行普通零件的切削,只需松开固定压板卸下进给油缸9和进给刀架6,将车床后尾座安上,即可恢复其原有的性能。 3、 缸筒的加工工艺过程 1)、将缸筒铸件毛坯在车床上加工端面及外圆、止口,镗¢49xl00mm 的工艺导向孔,并在零件毛坯外圆车出中心架支撑部位¢72h7。 2).在刀杆5的端部安装粗镗刀。 3).将已加工好工艺导向孔的缸筒,以止口¢60h6定位装卡在车床的专用法兰盘1上,用压板2压紧,并用中心架支在油缸外圆¢72h7处,同时,将粗镗刀及刀杆置于导向孔内,将刀杆5的尾端与进给刀架6用螺母固定。零件毛坯及粗镗刀杆调整合适后,即可开动车床及液压系统进行粗拉镗。 4).粗拉镗后,卸下粗镗刀,更换精镗刀进行加工。调整刀具,使其加工孔后留下余量0.2-0.3mm。 5).精镗之后,更换浮动镗刀进行孔的精加工。用百分尺将浮动镗刀调至49.92-49.95mm,即可进行对缸筒孔加工。精镗后的表面粗糙度应小于Ra1.6μm,以利于下一道工序的加工。 6).拉镗工序进行之后,可以进行缸筒珩磨。利用原刀杆5的长杆,在长杆的一端安装珩磨头,调整珩磨头的尺寸,使之符合上工序已加工缸筒孔尺寸,即可进行珩磨(珩磨头用磨条采用绿碳化硅,粒度280#-W40,硬度ZY2~ZY3)。当珩磨3-4次后,可停车,再次调整珩磨头进行珩磨,如此反复加工,直至油缸孔加工到图纸要求的尺寸。 7).在缸筒的加工过程中,我们采用煤油做冷却液。因为煤油粘性小,流动性好,在加工过程中容易渗透到细小的缝隙中去,以带走加工时产生的热量,同时煤油还可以洗涤珩磨头脱落的细小磨粒,冲刷掉金属切削粉末,提高珩磨的效率。为了方便装夹工件,我们采用车床本身的冷却泵从机床主轴尾部安装了冷却液进人管,让冷却液由机床的尾部进人到工件上,由工件右端排出,回到油池,循环使用。 4、 在拉镗缸筒时应注意的事项 1)为保证加工过程进给速度平稳,切削均匀,一定保持液压系统的压力基本不变,液压系统压力应保持在2MPa,这样就能使机床在加工缸筒的过程中走刀均匀,粗糙度一致,精度稳定,尺寸变化不大,给下一步加工工作打好基础。 2)在拉镗过程中,应时刻注意进给速度,不能贪快,以免发生意外事故。 3)在拉镗过程中,冷却液一定要给足,慎防加工过程中铁屑排出不畅而发生意外事故。 4)开始试镗时,先开动车床,使工件旋转,再启动液压系统,缓慢地调整调速阀使进给量控制在0.1~0.2mm/r左右,珩磨时可以适当提高进给速度,车床主轴转速n=140 r/mm;进给速度为8次/分。 5)我们改制的加工缸筒液压系统较为简单,使用了二位四通电磁阀及行程开关控制方式进行油路的切换,而且,珩磨时进给往复速度较快,有行程开关失控的可能,故操作者在加工时,不可大意,以免发生事故。 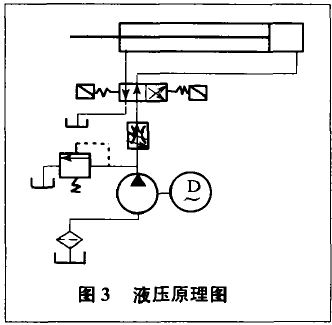 |
版权所有 民众工作室.制作 |