| 你当前的位置:首页>>液压与气动>>专题教程>>液压气动密封件知识综述 |
| 密封件的安装与保存 |
密封件的安装与保存
密封件是防止各种泄漏的基础件。但密封件安装与保存的好坏, 不仅影响到密封效果,也直接影响到机床的性能。 一、密封件的装配 1.装配前注意事项 (1).密封件不得有飞边、毛刺、裂痕、切边、气孔及疏松等缺陷;密封件的外形尺寸和精度必须达到标准要求橡胶密封件的胶料性能必须达到设计规定密封材料的要求。 (2).零件密封部位的沟、槽、面的加工尺寸和精度、粗糙度应严格符合规范要求。如沟槽不得有毛刺和锐角。 (3).保持密封件、密封部位及其所经过的零件表面清洁度。必要时, 要用清洗液清洗。 (4).装配前应在密封件和装配密封件时经过的零件表面上, 涂上足够的合适型号的干净润滑油或与工作介质相容的润滑油脂, 以便于装配和保护密封件。 2.装配时注意要点 (1)装密封圈的零件, 一般应有15°-30°的导入角,(最好《20°), 如图1所示。 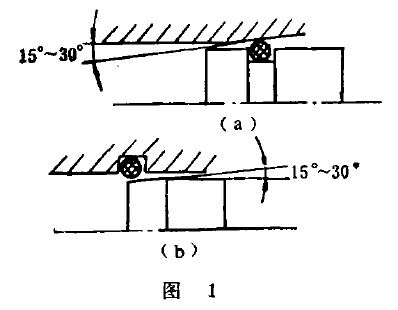 (2)密封件经过零件的孔口时, 要将孔口堵死或孔口倒角, 如图2所示。 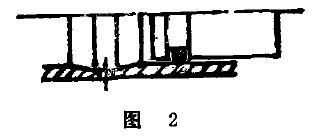 (3)密封件经过零件的螺纹、锐边与键槽等部位时, 应有专用的薄套筒套在这些部位 上进行装配, 如图3所示。 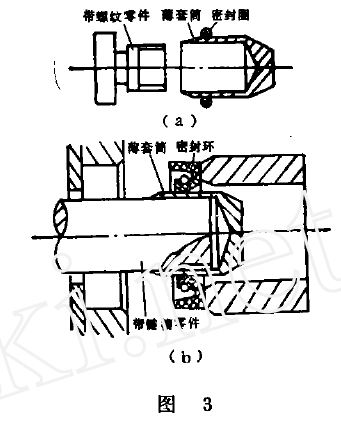 (4)安装结构复杂的密封装置时, 最好用压力机压入, 或用橡胶锤轻轻敲入, 使密封环如图3(b)那样平行地进人密封座内。 (5)液压、润滑及冷却系统中螺塞、管接头体等与部件的连接密封许多是靠各种垫圈(如金属垫圈、组合垫圈等)。但经常发生下述装配不当现象. ①加工螺纹的中心线与密封面不垂直(如图4), 装配后密封垫圈不起密封作用。改进措施:将密封面铣成与螺纹中心线垂直。 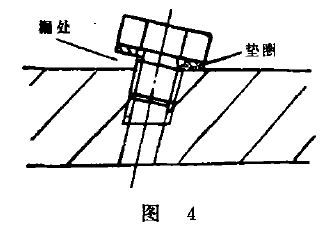 ②接口螺纹倒角设计不合理, 造成组合密封圈中的部分或全部密封部位失效(图5),因而起不到密封作用。改进措施:加深密封面, 减小倒角。 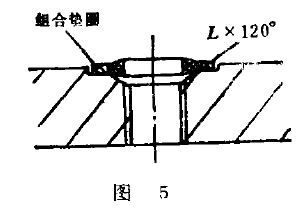 ③由于管接头一般有一段细颈, 装配时易出现垫圈偏心(图6), 不能确保密封。改进措施:控制联接部件四陷部分尺寸, 使之略大于垫圈外径尺寸即可;或在管接头细颈部位加一旧密封圈, 以防止垫圈偏心。 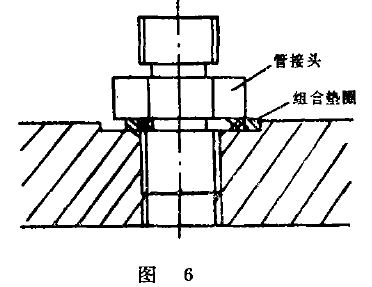 二、密封件的保存 1.贮存温度应低于25°C, 最好低于15℃。温度超过25℃ 时, 某些形式的损坏可能加速, 从而缩短保存期。温度过低, 密封件会变硬。要谨防在贮存时挤压、弯扭、脆裂等永久性变形和破坏。因此, 贮存温度不能低于-15℃。当将密封件从低温中取出使用时, 要将温度升到30℃时再用。 2.贮存时应避免潮湿, 平均湿度不超过65%。任何一种密封件上不得有冷凝液。 3.避免光照, 尤其是紫外线含量高的强光。可将密封件装人封口的聚乙烯塑料袋中,置阴凉通风处贮存。包装不宜用聚氯乙烯材料。 4.密封件应分开存放。不同的胶料分开包装,不同规格的密封圈分格平放。注意按制造的先后次序发放使用, 以免库存的超过有效期。密封件应放在宽畅的地方, 避免拉伸、压缩、拧扭或受其它力。不准将密封件堆放、吊挂, 以免产生永久变形。 5.密封件贮存过程中, 不准与溶剂、油、润滑脂及其它半固体材料相接触, 也不准与可能引起质变效应的金属或非金属材料如铜、铜合金、锰、铁及某些易分泌树脂的木材等接触。 6.贮存过一段时间的密封件, 使用前应检查其形状尺寸及胶料性能。达不到要求的,不得使用。 7.包装保存的密封件, 使用时可用肥皂水或甲醇变性酒精洗净, 在室温中干燥。切忌在汽油中浸饱, 不得在热源上烤干或用风机吹干。 保存良好的密封件, 可延长使用周期。 编辑整理:CYanYun |
版权所有 民众工作室.制作 |