| 你当前的位置:首页>>液压与气动技术 |
液压控制阀的故障分析与维护--2 攀钢液压中心 曾保国 3.3 顺序阀常见故障分析与处理 顺序阀在液压系统中就象一个自动工作的开关,它是利用系统压力的变化去控制油路的通断,从而可以使被控制的执行元件顺序动作。图6是先导式顺序阀的结构示意图及图形图号。
原因(1)――主阀阀芯被卡死,主阀芯不能动作;使得顺序阀始终处于关闭状态。 处理方法:拆开检查,清洗、修磨主阀芯及阀座配合表面,或更换合格零件。 原因(2)――泄油口被堵塞,使得控制油起不到作用;主阀芯在其复位弹簧作用下,始终处于最底端,阀处于关闭状态。当然,此时调节手柄亦失去作用。因此,顺序阀不动作。 处理方法:拆开检查,清洗。 原因(3)――泄漏油路背压过高,在达到顺序阀的调定压力后,先导阀还不能开启;使得主阀芯在复位弹簧作用下,阀口处于关闭状态;顺序阀不动作。 处理方法:排除引起泄漏油路背压的因素。 3.3.2.第二种故障现象:起不到顺序动作的作用,顺序阀处于开启状态。 原因(1)――先导阀阀芯磨损,或粘有污物,导致关闭不严,从而使得顺序阀的开启压力很低,起不到顺序动作作用。 处理方法:拆开检查,清洗;或更换先导阀阀芯。 原因(2)――控制油路中的阻尼小孔被堵塞,或部分堵塞;使得进入先导阀油液的压力大大降低,控制油作用于主阀芯底部,使阀芯开启;顺序阀在没有达到调定压力的情况下,开始动作。
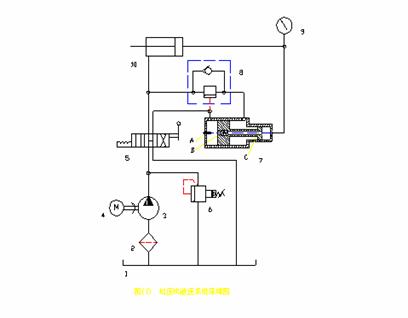
3.3.3.故障分析与处理实例 某厂自行制造的扣压机(主要用于高压软管与接头的连接),经一年多时间的使用,出现“扣压油缸处压力和系统中的压力一样,不能实现高压”的故障现象。其液压系统原理图,如图(7)所示。该厂维修人员认为是由于增压缸出现问题而造成该故障。但对增压缸进行解体检查,更换易损件后,故障仍然。 经我们分析,故障很可能是由于顺序阀不起作用造成,因为从其原理和工作过程来看。油液首先经换向阀5的右边进入增压缸的左腔,打开缸7中的单向阀B→进入扣压缸10的无杆腔;当扣压缸接触到工件后,压力开始上升,当升高到顺序阀8的调定压力,顺序阀打开,缸7中间腔的油液经顺序阀8→换向阀5→回油箱,缸7的活塞向右移动。此时,由于缸7右腔的压力大于其左腔的压力,单向阀B处于关闭状态。根据P1A1=P2A2可知,缸7右腔的压力P2=(A1/A2)×P1(A1为缸7活塞左端的面积,A2为缸7活塞右端的面积)。本系统中缸7的(A1/A2)=3。因此,扣压缸无杆腔的压力为系统压力的3倍。现在故障的情况是,扣压缸无杆腔的压力等于系统中泵的压力。据此,可以认为顺序阀没有被打开,缸7中间腔的油液无法回油箱。缸7的活塞不能移动。 处理方法:将顺序阀8拆开检查,发现其主阀芯中的阻尼小孔堵塞。经清洗,并检测试验合格后,安装回原系统。将系统中的油液进行过滤,清洗油箱。开机试验,系统恢复正常。 3.4. 单向阀常见故障分析与处理 单向阀可分为普通单向阀和液控单向阀两种。普通单向阀的作用是控制油液只能向一个方向流动,而不能反向流动。其结构简图及图形图号,如图(8) a所示。液控单向阀有一个控制 3.4.1第一种故障现象:内泄漏严重,反向封不住油液。 这种现象最易发生于压力P2较低的情况下;因为反向压力较低时,阀芯所受的较小,使阀芯与阀座配合不紧。当反向压力较高时,渗漏量往往减小,甚至消失。 原因(1)――阀芯与阀座配合表面不良,出现局部接触;或者配合表面磨损、划伤、腐蚀,或者阀座出现裂痕。这几种情况,均会导至阀座密封不严,出现内泄漏。 处理方法:拆开检查,重新研磨配合表面,修磨损坏的零件或更换零件。必要时换用新阀。 原因(2)――阀芯与阀座间有污染杂质粘附。 处理方法:拆开清洗,必要时检查油液被污染程度,重新过滤油液或换用新油。 3.4.2第二种故障现象:阀芯动作不灵活,有时不能打开或关闭,丧失单向阀的作用。 原因(1)――阀芯卡住。 阀芯卡住的原因较多,可能原因有:(B)阀体变形。(b)阀芯与阀体配合间隙过小,由于工作时发热,阀芯膨胀而引起卡死。(c)阀芯与阀体配合表面间有污染物或因毛刺拉毛,或有划伤等等。 处理方法:(B)对阀体变形的故障,需修平各配合表面,并使安装螺钉夹紧力均匀。如果是阀体本身因材料内应力重新分配导致变形,需换用新阀。(b)间隙过小及毛刺、划伤等原因可以修磨阀芯外圆及修磨阀孔被划伤部位,加以修复。(c) 清洗零件及检查油液被污染程度,必要时重新过滤油液或换油。 原因(2)――弹簧折断或漏装。 处理方法:更换或补装质量符合要求的弹簧。 原因(3)――背压过大或控制压力不足。这种情况发生于采用液控单向阀的场合。 处理方法:检查液压回路是否存在反向背压过大的情况,采取措施减小背压。如果属于控制压力不足的情况,则应提高控制压力。控制压力不足,还有可能受背压过大影响。另外,还可能存在控制压力失压的问题或控制活塞卡住或因其磨损过大引起泄漏量过大,建立不起较高压力等问题。对控制压力失压问题应从改进液压回路下手,保证控制压力稳定。如需活塞卡住或磨损过大的问题,应拆开修磨或更换零件或换用新阀。 3.5. 换向阀常见故障分析与处理 换向阀是借助于阀芯与阀体的不同相对位置来接通、切断或改变液压系统中油液的流动方向的阀类。其种类很多,根据阀芯的运动形式,换向阀可分为滑阀和转阀两种;根据操纵方式不同,可分为手动换向阀(S)、机动换向阀(C)、电磁换向阀(交流D、直流E)、液动换向阀(Y)、电液动换向阀(交流DY、直流EY);根据阀的工作位置数通道口数目,可分为:二位二通阀、二位三通阀、二位四通阀、二位五通阀、三位四通阀、三位五通阀、多位多通阀等等。图(9)为三位四通阀(O型中位机能)的结构原理图,图(10) 是三位四通电液换向阀的符号。 换向阀的故障可分为三种情况:(1)电磁铁引起的故障;(2)换向阀本身引起的故障及使用不当引起的故障;(3)选择元件不合理等方面引起的故障。下面主要从换向阀本身引起的故障及使用不当引起的故障来分析。 3.5.1第一种故障现象:操纵时,阀不动作或动作不良。 原因(1)――换向阀阀芯因污染物、毛刺等将阀芯卡住或将配合件表面划伤、拉毛等。 处理方法:拆开清洗,修整被破坏表面,清除毛刺。如果破坏严重,则需更换新阀。 原因(2)――阀体变形,引起阀芯卡紧。 处理方法:阀体变形多是由于安装底面不平或安装螺钉夹紧力不均造成的,应检查安装底面的平面度,不平时应修磨安装表面,并使安装螺钉受力均匀,进行重新安装。 原因(3)――自动复位弹簧折断。 处理方法:拆开检查,更换,并正确安装弹簧。 原因(4)――手动换向阀和行程换向阀中的密封圈过紧。 处理方法:换用合适的密封圈。 原因(5)――装配错误。如经过拆装后,有些零件位置装错,漏装或管路安装错误,引起换向的动作不良或系统工作失常。 处理方法:检查安装、装备状态,正确装配零件,正确安装管路。 原因(6)――对于电磁换向阀,电磁铁损坏。 处理方法:更换新的电磁铁。 3.5.2第二种故障现象:泄漏量过大。 原因(1)――阀芯或阀体磨损或严重划伤。具体原因如下:(a).因加工制造等不良引起阀芯受液流冲刷产生转动,使用一段时间后,发生配合间隙过大而导至泄漏增大。(b)因油液污染,含有硬质磨粒(砂、铁锈、氧化皮、金属锉屑等)而引起较大磨损。 处理方法:换用新阀并过滤油液或换用新油。 原因(2)――使用压力过高或阀体膨胀使间隙变大,泄漏增大。 处理方法:使用压力应低等于额定压力,或换用高压阀。 原因(3)――密封圈失效或漏装,引起泄漏。 处理方法:拆开检查,按正常状态装配。 原因(5)――油温过高,油的粘度降低,引起泄漏增大。 处理方法:检查油温,使用冷却器降低油温。 3.5.3第三种故障现象:换向时有噪音、冲击和振动。 原因(1)――电磁阀阀芯推杆过长造成电磁铁衔铁不到位产生嗡鸣声。 处理方法:修理推杆使长度符合要求。 原因(2)――推杆过短,造成电磁阀阀芯未到位或过位,导致节流口开度较小,液流速度增大,流速噪音增加。 处理方法:换用尺寸符合要求的推杆。 原因(3)――液动阀或电液动阀的控制压力过高或控制流量过大,由于其换向时间比较短,从而引起冲击。 处理方法:(a)降低控制压力或控制流量,(b)采用有节流阀调节换向速度的液动换向阀,以便调节换向时间。(c)换用直流电磁铁控制的阀。
处理方法:排除系统中的空气。 3.6. 节流阀常见故障分析与处理 节流阀的结构主要决定于节流口的形式,常见的节流口形式主要有轴向三角沟槽式和周向缝隙式两种。通过调节使节流口开度改变,来调节液阻和流量,以调节执行元件的运动速度。图(11) 为节流阀的原理图及图形图号。 3.6.1第一种故障现象:流量不稳定。 原因(1)――油液受污染,节流阀口被污染物堵塞,使得实际通流面积变小,流量下降,导至压力差增大,又将污物冲刷掉,流量又增大;反复出现上述现象,导至流量不稳定。 处理方法:拆开清洗,追加过滤器;加强油液污染控制,必要时过滤油液或换油。 原因(2)――负载变化较大或负载波动,和节流阀相连的节流阀两端压差势必变化,使流量不稳定。 处理方法:换用调速阀。 原因(3)――油温变化较大,油液的粘度随之变化,导致流量变化。 处理方法:稳定油液温度或改用有温度补偿装置的阀。 原因(4)――调节手柄的锁紧装置松动,引起阀芯位置变动。 处理方法:上紧锁紧装置(一般是锁紧螺母)。 原因(5)――所用节流阀的最小稳定流量较大,所需调节流量低于最小稳定流量时,流量不稳定。 处理方法:在流量调节范围内使用,即将使用流量大于最小稳定流量。或者换用最小稳定流量较小的节流阀。 3.6.2第二种故障现象:调节失灵。 原因(1)――节流阀阀芯被卡住,不能复位。 处理方法:拆开清洗,修磨划伤部位。 原因(2)――节流阀阀芯复位弹簧拆断或变形,阀芯不能复位。 处理方法:拆开检查,更换弹簧。 原因(3)――调节手柄的调节螺纹或推杆被卡住,或者手柄的固定螺钉松动,手柄空转。 处理方法:(a)拆开检查,清洗,排除污物;修磨零件或更换零件。(b)拧紧调节手柄的固定螺钉。 原因(4)――单向节流阀的单向阀不能完全闭合。 处理方法:拆开清洗或更换零件。 原因(5)――单向节流阀的进油口、出油口接反,使单向阀常开。 处理方法:检查进出油口,管路安装是否正确,如装反了应正确安装。 3.7. 调速阀常见故障分析与处理 调速阀是在节流阀前面串联一个定差减压阀的组合阀。图(12)是调速阀的工作原理图及符号。利用定差减压阀“定差”的工作特性,使节流阀前后的压力差基本保持不变,从而使 3.7.1第一种故障现象:当负载变化时,压力补偿式调速阀的出口流量不稳定。 原因(1)――进出、口压差过小,则定差减压阀阀芯上下的压力差也很小,阀芯被弹簧压在最下端;定差减压阀处于全开状态,不起减压作用;这时调速阀的性能就和节流阀相同。 处理方法:调节调速阀,使节流阀的开度变小,或者增加进油口的压力,从而使压差起过最小压差值。一般中压调速阀的最小压差值为0.4~0.5MPa,高压调速阀为1MPa以上。 原因(2)――定差减压阀阀芯卡住,或其弹簧拆断。 处理方法:拆开检查、清洗,并修理。更换合格弹簧。 原因(3)――进出油口接反。 处理方法:正确安装、接管。 原因(4)――定差减压阀的阻尼小孔被堵塞。 处理方法:拆开清洗,使小孔畅通。 3.7.2故障分析与处理实例 图(13)所示回路中,液压缸执行工作进给时,由调速阀4和5经换向阀6对液压缸进行速度换接。回路故障现象是:在速度换接时,液压缸产生较大的液压冲击。 原因分析:由于冲击发生在液压缸由一种速度向另一种速度换接时。可以分析出故障原因是由于调速阀的压力补偿装置的跳跃现象引起的。 调速阀正常工作时,串联于节流阀前的定差减压阀自动调节成适当开度,使节流阀两端压差为定值。在图(14)中,速度换接前没有工作油通过调速阀,其定差减压阀在阀芯弹簧作用下开度最大,这时由换向阀10开始速度换接,压力油急速流入调速阀,使减压阀阀后压力瞬时增大,节流阀两端的压差很大,流过的流量也很大,这样液压缸就急速运动。经过一瞬间后,定差减压阀在阀后压力下,使阀芯的开度达到最小,流过减压的流量也最小,此时液压缸又急速慢下来。这个过程往复多次才能使流量达到稳定的数值。这就是上述回路在换向阀10换向过程中,液压缸速度换接时,发生液压冲击的原因。 处理方法:将图(13)所示的回路改成图(14)所示的回路。在图(14)所示的回路中,调速阀为串联形式;图示位置时,压力油经调速阀8和9进入液压缸无杆腔,由于调速阀9的通流面积要小于调速阀8的通流面积,因此,此时液压缸的速度由调速阀9来调节。当换向阀12通电时,液压缸的速度由调速阀8来调节。很明显,在液压缸运行速度换接过程中每一时刻,两个调速阀都有压力油通过,这样便避免了上述故障的发生。 4. 液压阀拆装要点 液压阀种类多,型号规格千差万别,结构各不相同。因此,在维修拆装过程中的方法自然也不一样。本章就阀压阀在拆装过程中的共性问题加以说明。 4.1 拆洗。 液压阀拆洗前,必须熟悉元件的经构和工作原理,并具备维修元件的经验。首先,将元件外表清洗干净,检查元件外表是否受到损坏;元件上的调节螺钉、手轮、锁紧螺母等是否完整无损。板式连接式的阀,其底面应平整,其沟槽不应有飞边、毛刺、棱角,不许有磕碰凹痕。 在拆开时,须将阀固定在工作台上。拆开后,仔细检查各零件的质量,对不符合使用要求的零件予以修复或更换;对不符合要求的密封件应更换。 4.2 装配。 装配前,应将各零件清洗干净。清洗时,不准用棉丝等类的松散纤维。装配时各零件表面应涂一层液压油,各配合件应无卡紧现象,应运动自如;紧固螺钉拧紧力矩要均匀,并符合元件厂的规定,切用锤子敲打或硬扳。 4.3 测试。 对拆洗过的液压阀应尽可能进行试验。(1) 方向控制阀应测试其换向状况、压力损失、内外泄漏。(2)压力控制阀应测试其调压状况、开启和闭合压力、外泄漏。(3)流量阀应测其调节状况、外泄漏。 每个被测试的液压阀应达到规定的技术指标,已测试过的元件要用金属或塑料堵头封住油口,整个元件外包塑料布。
参考文献: 1.《液压元件及系统故障分析与对策》赵渊华东冶金学院教研室出版 2.《液压系统故障诊断与排除》嵇光国海洋出版社。北京市复兴门外大街一号1992年7月第一版 3.《液压传动与控制》林国重盛东初北京工业学院出版社 4.《液压工程手册》雷天觉机械工业出版社
|
版权所有 民众工作室.制作 |