| 你当前的位置:主页>>液压与气动>>技术论文资料 |
| 液压缸的密封结构 刘观华 (沈阳东北电力调节技术有限公司,辽宁沈阳 110179) Seal Configuration of Hydraulic Cylinder 摘 要:本文介绍了常用液压缸密封的分类和密封机理,分析了影响密封的几个因素,同时介绍了密封系统设计时应考虑的因素,最后还指出了为了使密封效果理想,装配时应注意事项。 关键词:液压;液压缸;密封。 1、 引言 液压缸作为液压系统的执行元件,以直线往复运动或回转摆动的形式,将液压能转变成机械能。液压缸结构简单,制造容易,用来实现直线往复运动尤其方便,应用范围很广。 液压缸的种类很多,按额定压力、使用领域工作特点、结构形式和作用等不同的归类方法可以有不同的分类方法。但无论何种液压缸,影响其使用寿命和可靠性的往往都取决于密封圈的选型和使用。 2、 液压往复用密封圈的分类和密封机理 2.1、 概述 在大量的应用场合中,由于使用要求和负荷不同,推动了密封圈不同类别的发展。因此有必要根据功能和结构对液压密封圈加以分类,如图1所示。 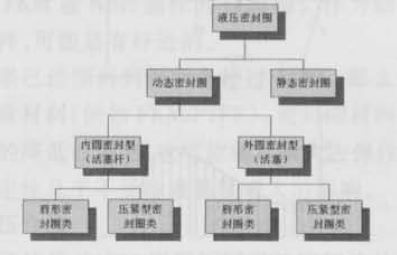 图1: 液压密封圈的分类 液压缸用密封圈也可以分为断面对称的密封圈和断面不对称的密封圈。不对称的密封圈的设计的目的是,在装配后它们就与静态侧整个轴向宽度过盈接触,保证适当地在槽内就位。因此,作用在动态侧的正向预压力,只会在密封圈装入腔体之后才能产生。如图2和图3所示。 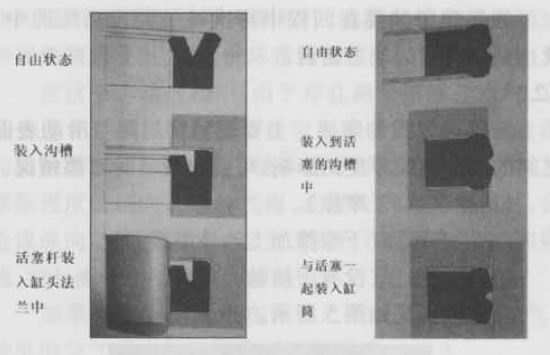 图2 活塞杆用密封圈 图3 活塞用密封田 2.2、 密封机理、摩擦和磨损 2.2.1、静态密封 在静止条件下,所有的液压密封圈都是通过过盈配合形成的初始预压力Pv来实现密封;被密封介质的压力P叠加于初始预压力Pd。 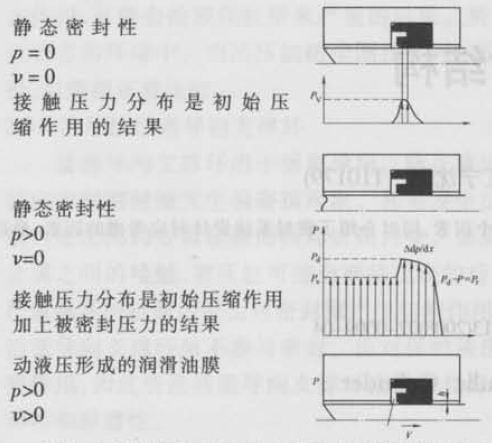 图4 压缩作用与流体动力学形成润滑油膜的关系 2.2.2、润滑油膜的形成 借助于运动,在密封唇滑动表面下方被液体湿润的表面被拉动。密封圈起到液体刮擦器的作用,但并不是完全把它刮掉。这些液体通过滑动形成了推进流,由于流体动力学产生的压力而使密封圈唇缘从表面被抬起。在密封圈后面的滑动表面上,留下了一层很薄的残留油膜。形成的油膜厚度h,取决于密封副间隙侧入口处形成的压力曲线 如果残留油膜在回程中再次被抽回至高压腔中,就达到了所谓的动态密封。 2.2.3摩擦 液压密封圈的摩擦,主要受到密封圈与滑动表面之间的润滑油膜厚度的影响,可能出现3种摩擦情况。 (1)静摩擦(干摩擦)。 (2)混合摩擦(干摩擦加上油液摩擦)。 (3)油液摩擦(没有干接触)。 这三种情况如图5所示。 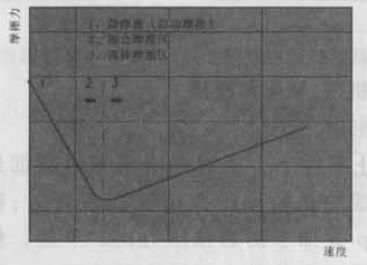 图5 摩擦力与速度关系曲线 在启动时候,首先必须克服高的静态摩擦力,随着速度升高,有更多的液体从密封圈与滑动表面之间被抽出,于是滑动表面以及直接接触面便减小,摩擦力迅速下降。 随着速度的进一步提高,便进入油液摩擦区。摩擦力随着速度升高而再次开始升高。在这个动液润滑区里,摩擦力的产生仅仅因为油液里的剪切应力τ的缘故。 2.2.4、磨损 液压密封的磨损,决定于润滑油膜的厚度以及摩擦状态。 大多数密封圈都在混合摩擦区起作用,并受到连续性磨损的影响。 伴随着工作压力、温度以及速度条件的变化,磨损还主要取决于物质特性、滑动摩擦材料表面以及液压油的润滑特性。液压油里的空气以及外界带入的赃物,也会影响磨损。 3、 密封圈的物理和化学影响因素 3.1、 工作压力 液压系统压力以及缸筒尺寸决定了密封圈的工作压力。这是选择密封圈以及所用材料硬度的首要依据。 在液压缸工作过程中,密封元件应能承受连续的压力变化。此外,由于外部环境影响,经常会在某一时刻出现短暂的脉动的压力峰值。这类压力峰值冲击负荷,往往达到液压系统工作压力值的几倍。所以,在选择密封圈时必须考虑它的影响。 3.2、背压 当导向环是处于封闭的安装公差情况下,通过运动会在导向环与密封圈之间的空隙里,形成环状分布的流体动态压力,其原因是流体动力构成的推进流,该推进流的梯度与介质的动态黏度 η、间隙宽度h3、速度v以及导向长度L有关,如图6所示。 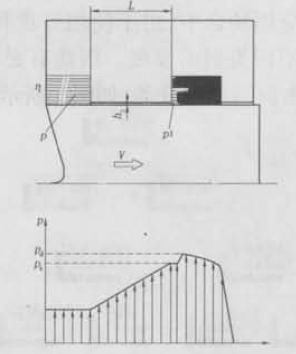 图6 流体动力学推进阻力 导向环形成的压力增加,可用下式来计算: 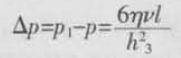 在使用金属导向支撑环时必须在导向环上设置用于平衡压力的回油槽,通过压力平衡,避免生成流体动力学压力(背压)。否则,将会由于压力太高而使密封圈过早破坏。作为参考,回油槽的油道要设计成螺旋结构的形状,其断面要大于间隙的表面面积。 应避免设置轴向压力补偿的卸压孔,因为它会产生喷油作用而使密封圈损坏。 塑料导向带和导向环的端部对接口之间的间隙,会自然形成回油槽。 3.3、速度 对于橡胶以及聚氨酯材质来说,密封圈与轴的接触面之间的相对运动速度,通常都在0.1m/s到0.5m/s之间。不过,单独使用的场合是决定性因素。同一密封件在做辅助密封时,速度可以达到0.8m/s;而对于PTFE材质,则允许5m/s以及5m/s以下的速度。 润滑油膜的形成以及摩擦,在很大程度上取决于速度。在速度低于0.05m/s的区域内,摩擦力迅速增加。特别是在高温条件下,还会出现爬行现象。在密封圈与接触面之间出现停滞和滑动,是一种连续性的重复运动。 作为一种补救措施,要使用具有低摩擦系数的材料(例如PTFE)。 3.4、温度 液压介质的温度以及环境温度,都会影响材质的选择。 保证密封功能和油液稳定性最佳温度为40-50℃之间。由于摩擦的作用,密封唇部的温度明显地高于油液的温度。 液压油缸工作时的一般温度,通常是80℃ 左右,极端情况下温度可达110℃ 。 随着温度升高,密封圈的材质变得更有弹性,同时也失去了结构的稳定性。为此,在110℃ 极限温度以下使用聚氨酯材质时,密封圈最好在温度较低(80℃ )的工况下跑合一段时间。根据各自的工作条件,选用金属弹簧或由FKM或NBR制作的0型圈,作为动态唇的辅助支撑件,可能是有好处的。 如果已经预料到温度会超过110℃ ,那么就有必要采用特殊材料(例如FKM/PTFE)。密封圈材料的硬度随着温度的降低而增加,这可使密封圈失去弹性。而密封圈的稳定性几乎不受油液黏度增大的影响。 3.5、液压介质 在流体传动中,使用不同类的液压油从泵向液压缸传递能量。其中最常用的液压工作介质油就是矿物油。 油的润滑效果,对于运动部件的耐磨性能极其重要。油的黏度以及为改善润滑条件使用的添加剂,将影响润滑效果。 液压油都是按DIN51519标准规定,进行黏度分类。以基准温度40℃ 时的公称黏度,作为分类的依据。 液压油的黏度决定于压力和温度。从大约20MPa的压力起,黏度增加十分明显。根据公称黏度和温度,在大约40MPa的时候就要增加一倍。 油的黏度随着温度升高而迅速下降。这种黏度-温度特性的特征值被称作黏度指数(Ⅵ )。液压油的黏度指数越高,黏度对温度的依赖性就越低。 3.6、油路里的污染 液压油会被诸如沙子、被腐蚀掉的金属物、铁末以及氧化物的污染(油由于高温和氧化作用而老化)。如果液压油过滤不充分,就会造成液压系统里出现密封圈以及其他部件的功能故障。如果铁末和磨蚀性沙粒此类小颗粒进入到密封刃下面,就会造成密封圈损坏。 3.7、油里的空气 在所有液压流体中都存在有溶解状态的空气分子。这种溶解在油里的空气,一般情况下并不干扰密封圈的功能。 随着压力增大,液压油会吸进更多的处于分子状态的空气,当压力下降时,溶解的空气便被释放,生成小的气泡,频繁地集结在没有填满油的密封圈沟槽的间隙里。等到压力突然升高,气-油混合物受热达到燃烧和爆炸的程度,这种现象称作“狄塞尔效应”,假如这种现象频繁发生,就会破坏密封圈。 在这个运动过程中,由于存在尚未溶解的空气,它还会进一步损坏密封圈。被吸入油中的气泡在密封圈与接触面之间膨胀,往往越靠近密封圈的无压力侧,其膨胀程度就越大。这种气泡,在侵入密封圈表面时,会造成纵向的腐蚀情况。又因为液压油的流动冲刷和腐蚀,密封圈还会受到进一步的损坏。 如果整个液压系统在调试之前仔细地进行排气,油里的空气造成的损害是可以限制的。 4、液压密封圈的选型及密封系统的设计 4.1、液压密封圈/密封设计选型注意事项 除了具备良好的密封作用的主要要求外,密封圈还应具有如下几个特点: (1)密封功能的稳定性和可靠性。 (2)使用工作寿命长。 (3)易于装配。 (4)在高、低温度下与液压流体相溶性好。 (5)抗机械损伤(例如从间隙中挤出)的特性强。 (6)摩擦性低。 (7)弹性性能好,确保正常工作,即便遇到活塞杆与腔体或者活塞与缸筒之间,在运行过程中产生偏心和不同轴度,以及由于使用压力而引起缸筒筒体膨胀造成的不同轴度,也能正常工作。 在特殊情况下以上这些要求的主、次以及使用条件(压力、温度、线性速度,等等)都是选择液压密封圈的关键因素。考虑到各自的使用条件,在长期的运转和有压力冲击的工况或其他停停开开的苛刻工作条件下,建议不要同时过量地使用极限值。 4.2、密封系统 4.2.1 综述 活塞杆密封系统如图7所示。单个密封圈在使用条件要求很高的情况下,通常都无法同时满足所有的期望,或者由于负荷太高而缩短使用寿命。当下列极端使用条件和要求同时出现时,应采用有针对性的密封系统设计。 (1)工作压力高,冲击速度高。 (2)行程长和工作周期长且繁重,又要求泄漏小,密封摩擦低,工作寿命长而可靠。  图7:活塞杆密封系统 组成密封系统的密封圈必须具备一定特性,以下分别加以说明。 4.2.2 主密封圈  (1)优良的密封功能。 (2)较好的残油回抽能力。 (3)耐磨性高。 (4)有良好的卸压功能。 4.2.3 副密封圈 (1)在低压工况下具有优良的密封效果。 (2)优良的耐磨性。 (3)在低压工况下与双唇防尘圈结合使用时,具有良好的残油回抽能力。 4.2.4 导向元件 (1)承压情况下变形量最低不易损坏。 (2)优良的耐磨性。 (3)摩擦系数低。 4.2.5 防尘密封圈 (1)高除尘的刮擦除尘功能。 (2)在活塞杆回程时轴面能留下极薄的残留油膜。 5、 液压密封圈的装配注意事项 (1)单向密封安装时必须将密封件受压一侧面对压力腔。 (2)缸筒腔及活塞杆的端部的棱边部位都要设置加工导入角,以免在装配过程损坏密封圈。适用的导入角表面粗糙度为Rt≤ 4um。从倒角到滑动表面的过度区边缘,必须倒圆角和抛光。 (3)尖锐的刃边都要去毛刺,或者倒角或者倒半径圆角。 (4)刃边、螺纹、键槽或类似部位等在装配之前应被遮盖,防止安装时密封件在沟槽或粗糙的表面被划伤。 (5)机加工残留物、铁屑、尘土以及其他外界杂物必须被清除掉。 (6)不得使用带锐边的工具。 (7)安装前,密封圈、活塞杆以及缸筒内腔都必须涂敷机油或黄油或其它润滑脂,然后才能装配。 (8)在装配之前,要把密封圈放在70-90℃ 的热油里加热,使密封件具有弹性,这样就更容易装配。 (9)活塞及活塞杆密封圈在安装到腔体或沟槽中后,需要用事先加工好的芯轴或套筒将密封圈复原。 6、 结束语 以上的介绍能为液压油缸密封系统的设计提供参考,但不同的使用工况都有它最佳的密封系统,设计选型时必须根据实际工况进行计算和考虑。另外,为了保证设计出来的密封系统能达到预期的目的,还必须在零件加工和装配工艺上严格控制,以便最合理的密封圈能以最合理的方式安装到最合适的沟槽中,从而使密封效果达到或接近预期的目的。 参考文献 (1)周士昌.工程流体力学[M]。沈阳:东北大学出版社,1995。 (2)林建亚等.液压元件[M]。北京:机械工业出版社,1993。 (3)崔建伟.并联油缸的设计与应用lJl。液压气动与密封2007(5). (4)赵虹辉.浅析液压缸活塞杆密封泄漏的原因及改进方法[J]。液压气动与密封2006(4). (5)邹建华,吴榕.分析液压缸活塞杆密封失效原因及防止措施[J]。液压气动与密封,2007(5). (6)陈铁军,等.关于DBT液压支架立柱端口密封的改进[J]。液压气动与密封2007(6). |
版权所有 民众工作室.制作 |