| 你当前的位置:首页>>行业相关>>数控知识 |
| 机床数控技术及组成
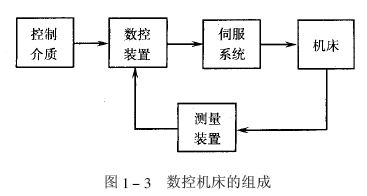
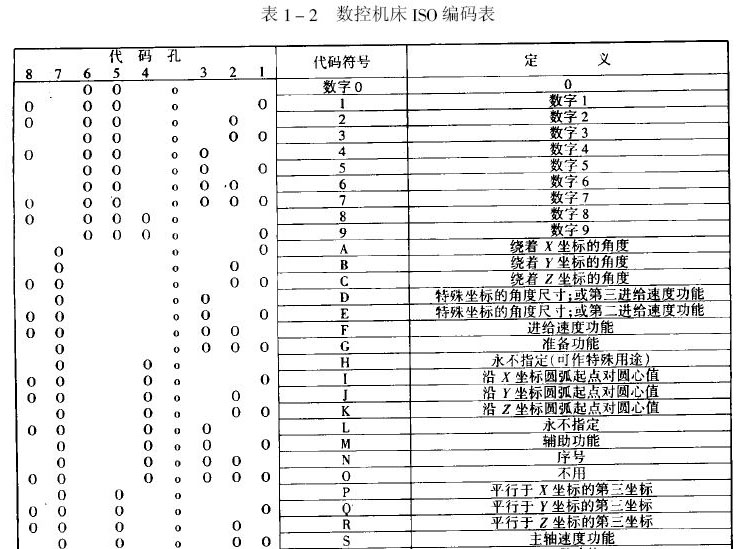
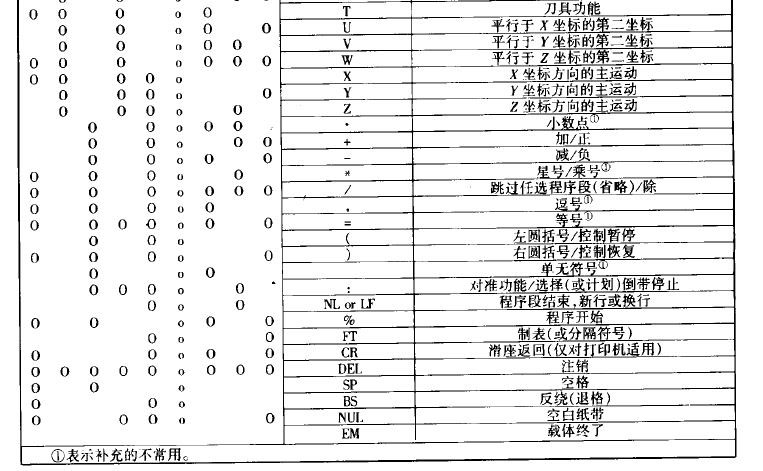
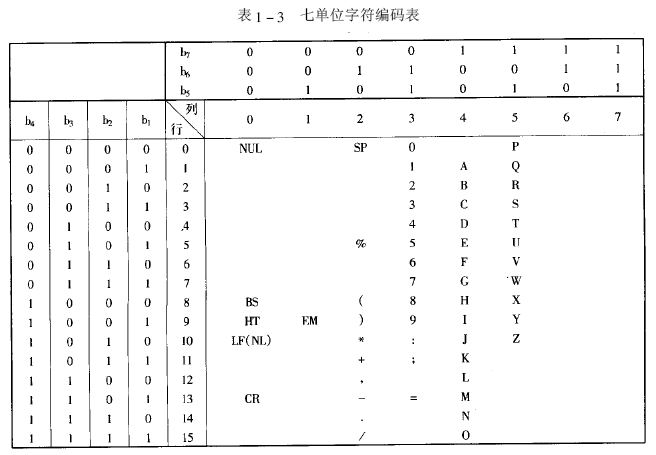
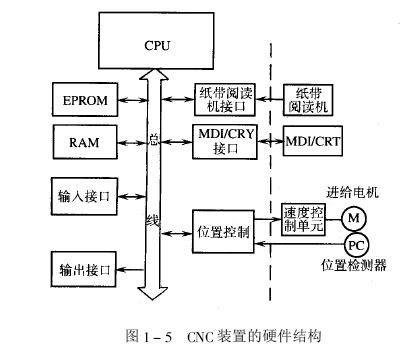
机床的数控技术包括机床、数控系统和外围技术,其组成见表1-1。 1、控制介质 控制介质有多种,如穿孔带、穿孔卡、磁带及磁盘等,也可通过通信接口直接输入所需 各种信息,采用何种控制介质则取决于数控装置的类型。 国际上采用的八单位穿孔带有两种标准代码,一种是EIA(美国电子工业协会)代码, 另一种是ISO(国际标准化组织)代码(见表1-2)。ISO为补偶代码,其第八列为补偶列,即每行孔的个数必然是偶数个,若为奇数个,则在第八列补一个孔凑成偶数个。其余七列为编码列,所以可表示 目前,国际上趋向采用ISO编码,1982年4月28日,我国第一机械工业部发布了《数字控制机床用七单位编号字符》部颁标准JB3050-82,它与ISO标准相同,见表1-3。 尽管穿孔纸带趋于淘汰,但是规定的标准信息代码仍是数控程序编制和制备控制介质唯一遵守的标准。 2、数控装置 数控装置是数控机床的核心,是高技术密集型产品。它集成了微电子技术、信息技 术、自动控制技术、驱动技术、监控检测技术、软件工程技术和机械加工工艺知识。数控机床正是在它的控制下,按照给定的程序自动地对机械零件进行加工。自20世纪50年代数控机床问世以来,数控装置已由NC发展到CNC(Computer?Numerical?Control)计算机数控)。特别是微处理机和微型计算机在数控装置上成功地应用后,使计算机数控装置的性能和可靠性不断提高,成本不断下降,其高性能价格比促进了数控机床的迅速发展。 CNC装置由硬件和软件组成。CNC的硬件为一专用计算机,由软件来实现部分或全部数控功能,通过改变软件很容易更改或扩展其功能。其硬件结构如图1-5所示,软件结构如图1-6所示。 CNC装置的基本工作有:输入、译码、刀具补偿、进给速度处理、插补、位置控制、I/O处理、显示和诊断等,它具备的主要功能如下: (1)多坐标控制(多轴联动); (2)实现多种函数的插补(直线、圆弧、抛物线等); (3)多种程序输入(入机对话、手动数据输入,由上级计算机及其他计算机输入设备的 接口输入),以及编辑和修改; (4)信息转换(EIA/ISO代码转换,英制/米制转换,坐标转换,绝对值/增量值转换,计数制转换等); (5)补偿(刀具半径补偿,刀具长度补偿,传动间隙补偿,螺距误差补偿等); (6)多种加工方式选择(可实现各种加工循环,重复加工,凹凸面加工和镜像加工等); (7)故障自诊断; (8)显示,用CRT可显示字符、轨迹、平面图形和动态三维图形; (9)通信和联网。 3、伺服系统 4、测量反馈装置 5、机床主机 (1)由于采用了高性能的主轴及进给伺服驱动装置,简化了数控机床的机械传动结构,传动链较短; (2)数控机床的机械结构具有较高的动态特性,动态刚度、阻尼精度、耐磨性以及抗热 变形性能,适应连续自动化加工; (3)较多地采用高效传动件,如滚珠丝杠副、直线滚动导轨、静压导轨等。 此外,为保证数控机床功能的充分发挥,还有一些配套部件(如冷却、排屑、防护、润滑、照明、储运等一系列装置)和附属设备(程编机和对刀仪等等)。 |
版权所有 民众工作室.制作 |