数控机床的坐标规定
数控机床上加工零件时,刀具与工件的相对运动,必须在确定的坐标系中才能按规定的程序进行加工。
为了编程时描述机床的运动,简化程序的编制方法,保证记录数据的互换性和穿孔纸带的通用性,数控机床的坐标轴和运动方向均已标准化。我国JB3051-82数控机床坐标和运动方向的命名标准,与ISO841等效。该标准的主要内容如下:
1.刀具相对于静止的工件运动原则
即在考虑机床坐标命名时,被加工件的坐标系均看作是相对静止的,而刀具是运动的。该原则是为了编程人员在不知道是刀具移近工件,还是工件移近刀具的情况下,就可以根据零件图样,确定机床的加工过程。
2.标准坐标系的规定
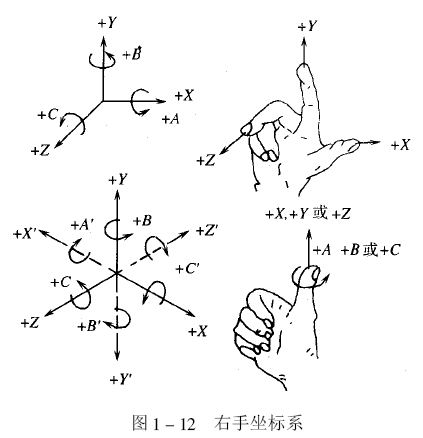
一个直线进给运动或一个圆周进给运动定义一个坐标轴。标准坐标系是一个用X、Y、Z表示的直线进给运动的直角坐标系,用右手法则判定。大拇指指向X轴的正方向,食指指向Y轴的正方向,中指指向Z轴的正方向。这个坐标系的各个坐标轴通常与机床的主要导轨相平行。
围绕X、Y、Z轴旋转的圆周进给运动坐标轴分别用A、B、C表示,根据右手定则判定,以大拇指指向+X、+Y、+Z方向,则食指、中指等指向是圆周进给运动的+A、+B、+C方向,如图1-12所示。
3.运动部件方向的规定
机床某一运动部件的正方向,规定为增大刀具与工件距离的方向,而对钻、镗加工,钻入或镗入工件的方向是负方向。 (1)Z坐标轴的确定。
通常把传递切削力的主轴定为Z轴。对刀具旋转的铣床、钻床、镗床、攻丝机等来说,转动刀具的轴为Z轴;对工件旋转的车床、磨床和其他成形旋转表面的机床来说,转动工件的轴则为Z轴;如果机床上有几个主轴,则选一垂直于工件装夹面的主轴为Z轴;对无主轴的机床(如刨床、插床),则Z坐标垂直于工件装夹面;如主轴能摆动,在摆动范围内主轴只有平行于直角坐标系中的一个坐标为Z坐标;在摆动范围内主轴平行于直角坐标系中的二个或三个坐标时,则取垂直于机床工作台装夹面的坐标为Z坐标。Z轴的正方向规定为增大工件和刀具距离的方向。
(2)X坐标轴的确定。
X坐标是水平的,一般平行于工件装卡面且与Z轴垂直,它是刀具或工件定位平面内运动的主要坐标。对于工件旋转的机床(如车床、磨床等),X坐标是沿工件的径向且平行于横向导轨。刀具离开工件旋转中心的方向是X轴的正方向。 对刀具旋转的机床,如Z轴为水平(卧铣、卧镗等),则从主轴向工件主轴看时,X的正方向指向右方;如Z轴是垂直的,则从主轴向立柱看时,X轴的正方向指向右边;对双立柱机床,当从主轴向左侧立柱看时,X轴的正方向指向右边。对刀具和工件都不能转的机床,X轴与主切削方向平行且切削运动方向为正。
(3)Y坐标轴的确定。
Y坐标轴垂直于X坐标轴和Z坐标轴,Y运动正方向应根据X、Z轴的正方向按右手定则确定。
(4)回转或摆动轴。
回转或摆动运动A、B、C的正向分别沿X、Y、Z轴右旋前进方向。
4.附加坐标
上述X、Y、Z轴通常称为第一坐标系;若有与这些轴平行的第二直线运动时为第二坐标系,对应地命名为U、V、W轴;若有第三直线运动时,则对应地命名为P、Q、R轴或称第三坐标系。如有不平行X、Y、Z轴的直线运动时,可根据使用方便的原则确定U、V、W和P、Q、R轴。当有两个以上相同方向的直线运动轴时,可按靠近第一坐标轴的顺序确定U、V、W、P、Q、R轴。例如转塔车床,刀架的滑移运动为Z轴,而转塔的滑移运动为W轴。
对旋转轴除A、B、C外,可根据使用要求继续命名为D、E轴。
5.标准坐标系的原点
(1)标准坐标系的原点(X=0,Y=0,Z=0)位置是任意的。
(2)A、B、C的旋转运动(0°位置)也是任意的,选择时,原点(0°位置)最好选择为相应 于平行X、Y和Z坐标。
6.对于工件运动时的相反方向
数控机床的进给运动,有的由刀具运动来实现;有的由工作台带着工件运动来实现。前述坐标的正方向,是假定工件不动,刀具相对于工件作进给运动的方向。如果是工件移动则用加“'”的字母表示,按相对运动关系,工件运动的正方向恰好与刀具运动的正方向 相反,即有

同样,两者运动的负方向也彼此相反。注意:实际编程时,正号可省略,负号不可省。
|