| 你当前的位置:首页>>行业相关 |
| 不锈钢管切窗模设计 钟翔山 (江西省新余市长林集团长林机器公司) 如图1所示是我公司对外加工的一个零件,材料为1Cr13,外径¢50mm,壁厚1.5mm,长度为1000mm之内多个规格,要求离管口3Omm的一端加工出一缺口,其尺寸为为45mm×25mm,而缺口深正处于管子中心平面位置,底部要求成圆弧R5mm,生产批量较大。 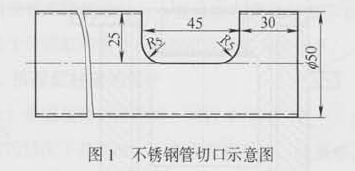 1.工艺分析 该零件开设的缺口位置特殊――要求通过管子的中心平面,这就给模具的设计带来很大的困难。将管料平放,采用常用的纵向冲切或利用斜楔传动进行轴向冲切均无法一次性完成缺口的冲切,模具也无法设计;而采用压力机多行程、零件几次定位,分次冲切,尽管能完成缺口加工,但无疑给模具设计及操作人员带来较大的麻烦和不便。 为完成任务,曾用立式铣床进行加工,由于管壁薄,刚性差,零件装夹易变形;另外由于材料韧性及弹性好,采用的铣刀直径小,刚性差(为保证R5mm缺口连接部位尺寸,须采用¢10mm直柄铣刀),造成加工过程中零件振动大,切削表面质量差且易产生刀具崩刃甚至折断,影响刀具寿命,只好另寻良策。 为改变加工性能,又尝试线切割加工,尽管加工质量较好,由于生产效率不高,零件的加工费用高,不利于大批量生产及企业经济效益的提高,最后也不得不放弃。 经对零件纵向冲切的模具结构及利用斜楔传动轴向冲切的模具结构特性进行充分分析,决定采用分块冲切原理,综合两种模具结构形式,设计了分块冲切的切窗模,实现在压力机上一次性加工出缺口。 2.模具设计 (1)模具结构及工作原理 依据冲模工作特点,考虑将整个零件缺口分成三块,利用两个工步完成冲切,由此,设计了不锈钢管切窗模,模具结构如图2所示。 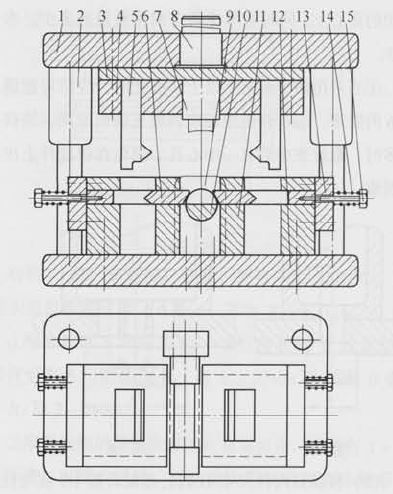 图2: 切窗模结构简图 1、上模板 2、导套 3、垫板 4、固定板 5、斜楔 6、 切口滑块 7、切口凸模 8、模柄 9、凹凸固定座 10、切口凹模 11、滑块固定座 12、下模板 13、固定板 14、弹簧 15、固定螺杆 其动作过程如下: 当切窗模在压力机上安装好后,压机滑块升至上死点,上、下模脱离接触,此时,将不锈钢管沿轴向套人切口凹模10中,完成零件冲切前的准备;上模的下行,左、右两处斜楔5的下斜面首先与各自的左、右切口滑块6上斜面接触,推动左、右切口滑块6分别向模具中心移动,从而与切口凹模10共同作用,完成第一工步管料缺口处二分块的冲切,与此同时,左、右弹簧14 |
|
 |
版权所有 民众工作室.制作 |
