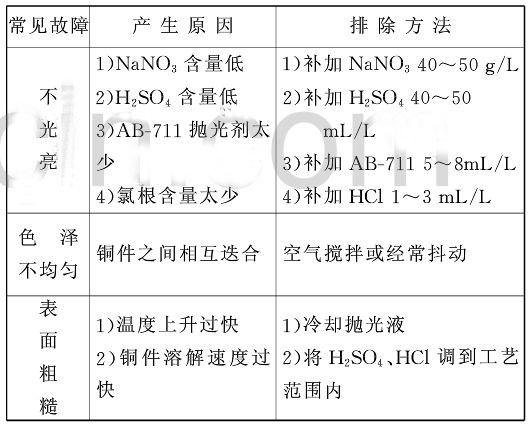
| 铜件无黄烟化学抛光 摘要:介绍了铜件无黄烟化学抛光工艺,优点是抛光溶液不用HNO3、CrO3,避免了大量黄色气体逸出,有利于环境保护和工人身体健康,操作容易,溶液稳定,抛光效果好,不会产生过腐蚀。生产操作安全,效率高,成本只有传统的HNO3光亮酸洗的一半左右,经济效益显著。 关键词:铜件;化学抛光;氮氧化物 CopperArticleChemicalPolishingWithoutYellowFume QIUZuo-qun 1. 前言 传统的铜件光亮酸洗又称化学抛光。通常铜件化学抛光都使用浓硝酸,在运输、配制溶液和生产时,存在安全隐患,生产中工件易产生过腐蚀,影响产品质量、产量和生产进度及经济效益。且该工艺只适合手工操作,劳动强度大。 2. 工艺流程 铜件如有油污和氧化膜应先分别进行清除处理。 流动冷水洗→化学抛光→流动冷水洗→流动冷水洗→无铬钝化→流动冷水洗→流动冷水洗→沸蒸馏水洗→干燥 2.1 NZ-D型多功能高效常温除油王除油 配方中的除油粉是乐清市都必得化学有限公司出品 除油粉 5%~10% 温度 5~60℃ 时间 2~3min 2.2 除氧化膜 HCl(d=1.19) 50%(体积) 温度: 室温 时间: 1~2min 2.3 铜件化学抛光溶液组成与操作条件 NaNO3 60~80g/L H2SO4(d=1.84) 400~450mL/L HCl(d=1.19) 3~8mL/L AB-711抛光剂 8~12mL/L 温度 5~40℃ 时间 30~90s 2.4 无铬钝化 DF-103浓缩液 1份 蒸馏水 4份 pH 4~6 温度 40~50℃ 时间 3~5min 配方中AB-711、DF-103均系重庆东方表面技术有限公司产品 3. 溶液的配制 先向槽中加入所需量的自来水450mL/L,缓慢地加入所需量的硫酸,搅拌均匀后,冷却到40℃左右;然后依次加入所需量的盐酸、硝酸钠、AB-711,搅拌至完全溶解;最后加自来水至规定容积,搅拌均匀,即可使用。 4. 化学抛光溶液各组分对抛光质量的影响 4.1 硝酸钠 硝酸钠对铜件具有良好的光亮和整平作用,其最佳用量以70g/L左右为宜,也可以稍偏高点,但不宜超过100g/L。硝酸钠含量低于工艺配方下限值,反应缓慢,光亮作用效果差。 4.2 硫酸 硫酸起化学腐蚀作用,剥离铜件表面上的氧化膜,与AB-711抛光剂配合使用能明显提高铜件表面的光亮度和整平效果。硫酸浓度的高低直接影响铜件表面的光亮度。浓度高时抛光速度快,光亮度好。但浓度过高,超过工艺配方上限值较多,反应反而缓慢,光亮度变差;浓度低于工艺配方下限值,抛光速度很慢,甚至无明显的抛光效果。 4.3 盐酸 盐酸在该溶液里含量虽不高,但能起光亮作用。盐酸含量超过工艺上限值,铜件表面会出现腐蚀;盐酸含量低于工艺下限值,抛光效果很差。 4.4 抛光剂 AB-711抛光剂具有良好的光亮、整平和缓蚀作用,铜件抛光不易产生过腐蚀,抛光效果好。当<8mL/L时,抛光效果差,不光亮;当>12mL/L时,不影响抛光效果,但铜件带出的耗量大,增加了生产成本。 5. 操作条件对抛光质量的影响 5.1 温度 当溶液温度高时,抛光速度快,亮度好。但液温过高,铜件溶解速度快,表面粗糙;液温低时,抛光速度慢,效果不理想。夏季气温高时,H2SO4含量取其下限值;冬季气温低时,H2SO4含量取其上限值。 5.2 时间 抛光时间与液温有很大的关系,当液温高时,抛光时间要相应短些。抛光时间少于工艺规定的30s,抛光效果不佳;抛光时间高于工艺规定90s,这时应多观察抛光质量,防止长时间抛光造成铜件快速溶解而报废。生产中应本着短时多抛、多观察的原则。 5.3 搅拌 为防止铜件之间迭合,抛光质量不佳,色泽不匀等问题产生,最好用小压力无油压缩空气搅拌,使抛光液温度、浓度均匀,改善抛光效果。无搅拌设施时,要经常抖动或翻动铜件,才能保证抛光质量。 5.4 表面状态 铜件的化学抛光与其表面状态密切相关。如铜件表面有油污和厚的黑色氧化膜,应先在碱液中将油除净,然后在10%H2SO4溶液中除去氧化膜层,再进行化学抛光。本工艺配方具有较好的缓蚀性能,不产生过腐蚀。一般情况,表面光洁度高的铜件,经化学抛光后表面容易达到镜面光亮。 6. 溶液的维护及注意事项 除5.3、5.4两项要求外,还应注意如下事项: 1)铜件抛光后,必须尽快用流动冷水彻底清洗干净。 4)若遇抛光效果差,去掉部分旧液,补充适量的新液。 7. 铜件化学抛光常见故障及排除方法 铜件化学抛光故障及排除方法见表1。 表1 铜件化学抛光故障及排除 8. 结论 1)本工艺解决了污染产物产生后的环保处理问题,从改进工艺着手减少污染或解决污染。符合加强环境保护,实施清洁生产的需要。 2)节省资源、能源,降低生产成本。本工艺适宜手工操作和自动化生产,减轻劳动强度,提高生产效率,经济效益显著。 3)铜件抛光后产生的洁净活化层为后续工序电镀、氧化、钝化、焊接、涂漆等准备了优良的表面。 |
版权所有 民众工作室.制作 |