| 磨削偏心孔的自定位夹具
西安煤矿机械厂 (陕西 710032) 雷小军
在机械冷加工过程中,我们常会遇到一些棘手的问题。例如有些具有斜面、斜孔、偏心、曲面等零件,通常普通机床根本无法完成,即使完成了,也很难保证质量。这时生产上就用到胎(夹)具了。胎(夹)具在整个切削加工行业中起到了极为重要的作用,生产工人通过利用合适的胎(夹)具就能在普通机床上完成对特殊形状零件的加工。
例如磨削附图所示的偏心孔(偏心距为e)。传统的方法是先由钳工根据图样画出偏心孔的位置,然后由车工根据所划的孔线上四爪单动卡盘找正并车好偏心孔(留磨量),最后再按内孔找正磨削偏心孔。应用此方法可以加工精度要求不高的偏心孔,但对于偏心距精度高的工件却无能为力,特别是在大批量生产中,传统的加工工艺严重地影响着产品的合格率及生产效率。
笔者通过几年的生产实践,结合实际生产的需要,设计了一套胎(夹)具,即自定位磨削偏心孔夹具,该夹具不但能保证偏心孔的加工精度,而且操作起来得心应手,大大提高了工作效率。
1.结构原理及操作方法
(l)夹具的构成 自定位磨削偏心孔夹具是由圆盘1,固定块2,螺钉3、4、10、11,定位销6及压板9等组成(如图示)。
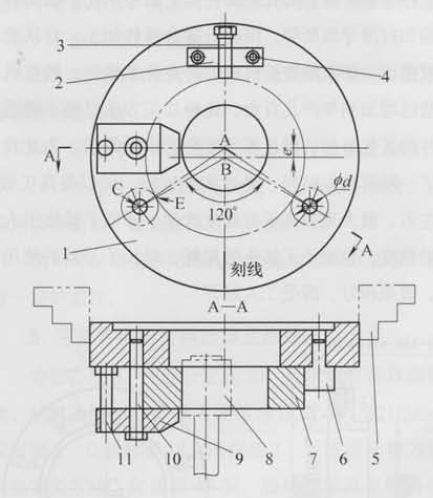
自定位磨削偏心孔夹具结构示意图
l.圆盘 2.固定块 3、4、10、1l,螺钉 5.机床卡盘
6.定位销 7。工件 8。磨削砂轮 9.压板
(2)夹具的特点 圆盘l设有相距为12σ的定位销两个,这是夹具的关键之处。根据工件的外径及偏心值计算出定位销6的直径。将做好的定位销插人定位销孔,即可使偏心工件做到自动定位。
(3)操作前的准备
① 将圆盘1与磨床三爪自定心卡盘相连,使圆盘的外径和端面圆跳动量小于0.01mm,夹紧。
② 选择好相应的定位销6,插人圆盘l定位销孔内.
(3)安装好工件7,使工件的高(低)点与夹具刻线相齐,并轻旋螺钉3至接触到工件7为止,此时工件已完成定位。
④ 旋紧螺钉10,使压板9将工件紧固。
⑤ 磨削砂轮8开始磨削加工。
在生产中,通过大量的实践证明,自定位磨削偏心孔夹具的偏心误差可控制在0.01mm以内。对不同规格的偏心工件,只要更换不同的定位销,并对准刻线,无需校调,就能满足偏心孔磨削的加工精度要求.
2.注意事项
(1)圆盘l上定位销孔的加工需以圆盘1的内外径为基准,孔距角度确保12σ,且与刻线所在的线对称度控制在0.O3mm以内。
(2)定位销6与圆盘1的定位销孔为过渡配合,以便根据不同的工件选用不同的定位销,并随时调换。
(3)定位销6外径的确定。如图示:工件半径BE为D/2,偏心距AB=e,圆盘中心到定位销中心距离
AC=B,欲求CE先求BC,在△ABC中,由余弦定理得:

另外,偏心孔不需要磨削时,同样的胎具也可用在车床上完成偏心孔的加工。
需要说明的是,在实际生产中,因胎具的加工精度要求较高,加工费用也随之增加,所以有时也要考虑零件的批量及制造胎具的成本。如果成本较高,而且是小批量生产,就没有必要用胎具加工,可以选用其他加工精度更高,加工能力更广泛的精密机床来完成。
|