| 20钢与铸铁HT200的异种钢焊接工艺
洛阳发电设备厂
(河南 471003) 程庆芳 刘华平
我厂生产的空冷发电机组排汽温度高,为降低温度、减小后轴承座的变形,需要在排汽缸内增设喷水降温装置。喷水管采用20无缝钢管,而排汽缸是铸铁HT200,这就涉及到异种钢的焊接。
1.焊接性分析
20钢属于低碳钢,其含碳量较低,强度不高,塑性好,具有优良的焊接性。几乎能用各种工艺方法进行焊接,不需要采用特殊工艺措施即可获得优质焊接接头。焊缝产生裂纹、气孔的倾向性小。
HT200由于含C与S、P杂质高,其焊接性较差,有如下特点:
(1)接头易形成白口 由于熔池凝固快,所以焊缝及近缝区极易产生白口及脆性马氏体组织。该组织不仅影响焊接接头的加工性,而且会因脆性容易引发裂纹。
(2)易产生冷裂纹 焊接过程中由于工件局部受热不均匀,焊缝在冷却过程中会承受很大的拉应力,这种拉应力会随焊缝温度的下降而增大。灰口铸铁强度低,50O℃以下基本无塑性。当应力超过此时的抗拉强度时,即发生焊缝和热影响区冷裂纹。
(3)易产生热裂纹 铸铁中含C与S、P杂质高,在熔池中将形成较多的低熔点共晶,这导致在焊缝中极易产生热裂纹。
2.防止缺陷产生的措施
因为20钢的焊接性好,现只针对HT200焊接缺陷提出几点措施。
(1)防止形成白口及脆性组织 若焊缝仍为铸铁,则应采用适当的工艺措施,减慢焊缝的冷速,并调整焊缝化学成分,增强焊缝的石墨化能力。采用异质材料进行铸铁焊接,使焊缝组织不是铸铁,自然可防止焊缝白口的产生。
(2)防止冷裂纹 采取工艺措施,减弱焊接接头的应力,防止在焊接热影响区产生马氏体,如采用预热焊,可防止冷裂纹的发生。在采用电弧冷焊时应采取正确的冷焊工艺,如采用小直径焊条、小电流、快速焊接,采用短段焊、断续焊、分散焊及焊后锤击焊缝等方法,来降低焊接应力。
(3)防止热裂纹 调整焊缝金属的化学成分,使其脆性温度区间缩小;加入稀土元素,增强焊缝脱硫、脱磷冶金反应;加入适量的细化晶粒元素,使焊缝晶粒细化,降低焊接应力,并使母材的有害杂质较少熔入焊缝中。以上措施,均有利于提高焊缝的抗热裂性能。
3.焊接工艺及焊前准备
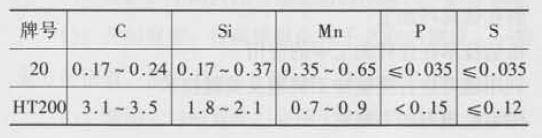
20钢和HT200两种母材的化学成分见表1。焊接方法采用焊条电弧冷焊;焊接设备:交流弧焊变压器,型号BX1-300;接头形式:角接接头,如下图所示。焊接工艺过程:焊件清理→定位焊→焊接→清理打磨→焊接检验。焊接参数见表2。
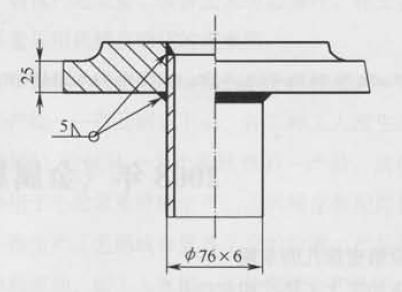
图:焊接接头形式
表一:母材的化学成份(质量分数)(%)
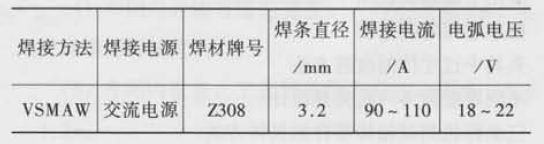
表二:焊接参数
4.焊接过程
(1)定位焊 将工件用专用夹具装配到位,调装好间隙,间隙要均匀,然后夹牢固。按表2的焊接参数进行定位焊,焊接牢固.
(2)焊接 按图样尺寸的要求及表2的焊接参数进行单道、单层焊接,弧坑要填满。焊接时采用小电流、快速焊接,短段、断续焊。
(3)每焊完一道用气刮铲锤击焊道以释放焊接应力。
5.焊后检验
对焊缝进行检验,焊缝表面成形良好,焊缝尺寸符合图样要求。对焊缝进行探伤,未发现气孔、夹渣和裂纹等缺陷。该工艺参数匹配,按照该焊接参数进行生产焊接完全能达到设计要求,可以指导生产,现在已有七八台机组投入发电运行,效果非常好。同时也为类似的异种钢焊接起到一定的借鉴作用。

|