| 你当前的位置:首页>>工艺与材料>>应用技术 |
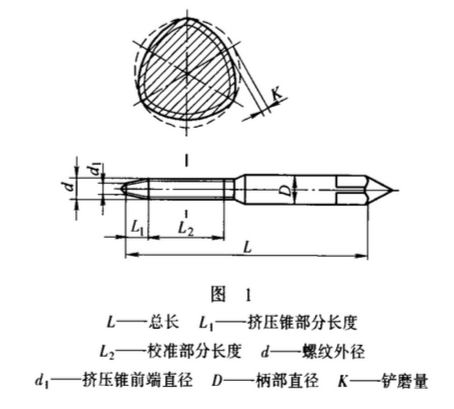
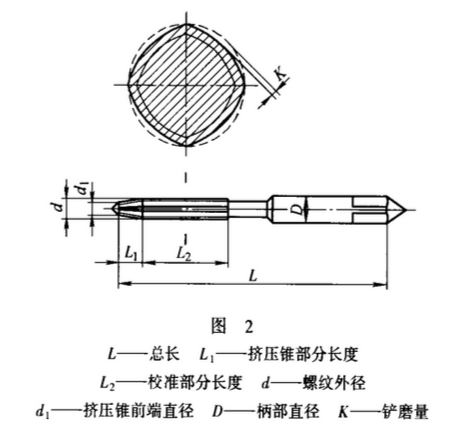
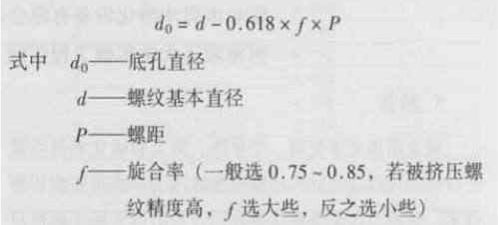
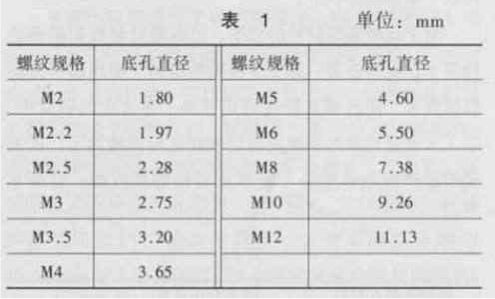
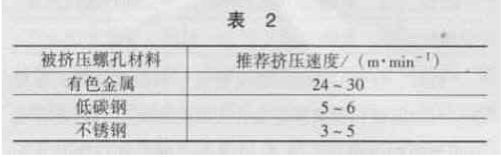
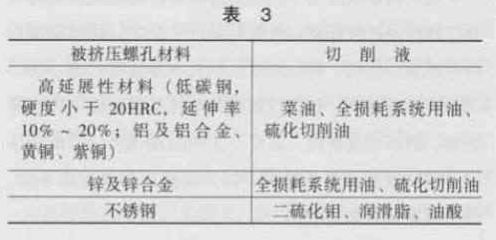
| 挤压丝锥的改进及选用 丝锥是加工内螺纹最为广泛的螺纹刀具之一,特别是加工小孔径的内螺纹或大批量生产时,几乎都采用丝锥攻螺纹。丝锥是在经过钻头或其他工具已加工好的底孔上进行攻螺纹,工作条件很差。既要保证被加工螺孔大径、中径、螺距、牙型角和表面粗糙度达到规定的精度等级,还要求有较高的生产率。而且丝锥攻螺纹往往又是工件的最后一道工序,尤其是在大型工件上攻螺,如果丝锥折断,将有可能导致整个工件报废,造成很大的经济损失,所以又要求有安全保障。目前被加工材料正越来越向难切削方向发展,这些都对丝锥的设计和制造提出了越来越高的要求,为了适应各种要求,应设计和制造出不同使用性能的丝锥。 挤压丝锥是一种没有容屑槽及切削刃口而带棱边的丝锥。与切削式丝锥不同,它是使工件产生塑性变形而形成内螺纹的。用挤压丝锥挤压工件后,螺孔通常不会产生扩大现象。相反,由于金属的收缩,螺纹中径往往还有所减小。同时,只要丝锥的几何参数选择得当,螺孔表面有被挤光作用,螺孔的精度也较高,通常能达到5H~6H,表面粗糙度值可达Ra=3.2~1.6μm(加工钢)或Ra=1.6~0.8μm(加工有色金属及合金)。挤压丝锥一般用于加工孔径d≤20mm,螺距P≤2mm,螺纹孔长度L≤2d的螺纹孔。 1,挤压丝锥结构的改进 (2)挤压锥部分长度L1L1愈长,攻螺纹时丝锥容易导人,稳定性好,被挤压出的螺纹表面粗糙度值低,但L1过长攻螺纹扭矩增大,丝锥容易折断。反之,L1愈短,导向性差,螺纹的精度也随之降低。因此我厂在原有挤压丝锥品种的基础上,增加一种通用型挤压丝锥,其挤压锥部分长度L1=4~5P,既可保证被加工螺纹孔的表面粗糙度,又可以满足盲孔螺纹孔的加工,属通用型挤压丝锥。 (3)螺纹与柄连接形式改为细颈连接 细颈产品与原有定型产品相比较,其细颈部分相当于空刀槽,它适于深孔螺纹的加工,并可防止因丝锥无空刀槽,而造成的螺纹孔内乱牙的现象,可保证螺纹孔的精度,并增加了挤压丝锥的加工范围。 2.挤压丝锥加工工艺的改进 (1)机加工方面 挤压丝锥的加工通常是在Y7520W万能螺纹磨床上进行,而且通常是采用低速分2次进给来完成,对于挤压丝锥来说,其螺纹部分是全磨制的,磨削量大;会引起工件变形、烧伤、导致丝锥切削刃退火、不能保证其质量。而我们现采用低速并分3~4次进给完成的加工方法,这样加工出的丝锥质量好、精度高,也消除了螺纹部分因烧伤导致工作部分退火的问题,完全能达到丝锥的各项技术要求。 (2)热处理方法 挤压丝锥的热处理是挤压丝锥制造过程中的一个至关重要的关键工序,热处理工艺方法和规范的正确选择、实施,直接影响挤压丝锥的内在质量和使用寿命。特别对小规格挤压丝锥来说,如果热处理不当,将使硬度难以保证,在攻螺纹加工时不是攻不动就是丝锥折断。所以,我们把用盐液淬火改为真空淬火,这种热处理方法使工件变形小,硬度值也能保证。 (3)表面处理方法 挤压丝锥的表面处理可以在热处理的基础上进一步提高挤压丝锥的表面硬度、耐磨性、耐热性以及抗“粘咬”性能,从而进一步提高挤压丝锥的切削性能和使用寿命。现在通常使用的是表面氧化处理或是TiN涂层技术;目前涂层技术发展很快,我们对挤压丝锥还进行了TiC 、TiAlC、TiNC及纳米金刚石涂层,经涂覆处理后的工件表面光亮、耐磨、耐腐蚀性能显著增强,其寿命一般可提高1~l.5倍。从外观质量和使用性能两方面提升了挤压丝锥的档次和品质。 3.挤压丝锥的选用 (1)挤压丝锥的型号选用 由于挤压丝锥挤出的螺孔实际中径随被加工材料的不同而变化,因此我厂根据被加工材料的不同把挤压丝锥分为I、Ⅱ型。I型为加工有色金属和低碳钢,Ⅱ型为加工不锈钢。另外,根据被加工螺孔是否通孔,我厂又把I型、Ⅱ型挤压丝锥分为加工通孔和加工不通孔,挤压丝锥代号为A(通孔)、B(不通孔),挤压丝锥可分别按加工材料及螺孔的型式选用。 (2)攻螺纹前底孔直径d0的确定 挤压螺孔前底径的数值,是根据计算和实践经验相结合而得的。一般先用经验公式算出工件底孔直径,然后根据攻螺纹条件、材料等因素,对底孔计算值作一些修正。常用的经验公式如下: 按以上经验公式计算出的底孔直径仅为参考尺寸,因加工材料不同,挤出的内径稍有差异,在挤压有色金属零件时,其底孔尺寸要比挤压黑色金属零件时略小,具体采用多大底孔合适,必须采用试切法确定。推荐底孔直径见表1,仅供参考: 另外,底孔的表面粗糙度直接影响螺纹牙面的粗糙度,可根据螺孔要求规定底孔表面粗糙度,一般推荐底孔表面粗糙度值Ra=3.2~1.6μm。底孔孔口为防止毛刺,必须在底孔出人端倒角,最好倒成全角65°~75°。 根据实验,工件的底孔尺寸将对挤压后螺孔的质量影响较大。如果底孔直径过大,挤出的螺纹牙顶部分会有凹缺,或是螺纹牙型不完整;若底孔直径过小,则螺孔的牙型要产生凸起现象,同时挤压过程将产生较大的扭矩,会降低丝锥的寿命。 (3)攻螺纹速度 在通常情况下,切削式丝锥的攻螺纹速度是比较低的,否则容易产生乱牙、丝锥崩齿和折断现象。然而,挤压丝锥由于其本身强度较高,齿形又是连续完整的,挤压过程存在塑性变形而伴生出大量热量,挤压速度愈高,工件产生的温度也高,因而挤压力下降。被挤压螺孔材料不同,其挤压速度也应不同。挤压速度推荐见表⒉ 另外,对于螺孔精度要求高的,则挤压速度应不大于5m/min。 (4)切削液的选用 挤压螺孔时采用切削液,可减小摩擦和使之变形而所需要的功,以及避免或减少丝锥与螺孔的“粘接”,提高丝锥的寿命和螺孔表面的质量。但对于不同的螺孔材料,应采用不同的切削液。切削液推荐见表3: 试验证明,金属在冷挤压过程中,若不使用切削液,其弹性效应就大。当有充分的切削液时,则弹性效应就小。另外,当采用煤油、N32全损耗系统用油作切削液时,挤压后螺孔中径值最小。当采用硫化切削油、油酸作切削液时,挤压后所得的螺孔中径值最大(即收缩量小)。因此,挤压丝锥中径和螺孔中径之间的差异,与所采用的切削液密切相关。 4.结束语 我厂生产挤压丝锥已二十多年,深受用户好评。不过,我们也曾经出现过问题,在使用时有丝锥折断现象、还有崩刃现象。我们曾组织有关人员进行攻关,对出现的问题进行逐个分析,通过反复改进和切削试验,来确定了挤压丝锥的最佳结构和参数。以上所介绍的内容,是我们经过多年的不断改进而得到的,可能对有些单位不一定适用,因为各个单位都有自己的一套加工方法,有自已的加工经验。所以,希望同行共同探讨。 |
环境不会改变,解决之道在于改变自己。 |
版权所有 民众工作室.制作 |