| 车削滚子的弹簧夹头的改进
瓦房店轴承集团公司技术中心
王江山 刘家骏 温少英
每一种加工方法都不是万能的、完美无缺的,都各有利弊, 应从需要和可能出发,从经济、实用、有效、可靠的角度出发,选择最佳的结构设计方法。在车削各种滚子外径表面时,采用弹簧夹具定位,因其定位精度较高,装夹方式可靠,故在各种滚子外径生产加工中起到了重要的作用。由于弹簧夹头结构形式的不合理,弹簧夹头在实际使用中过早地出现裂纹和疲劳损坏问题,需频繁更换弹簧夹头,造成极大的不必要的浪费;工人劳动强度大,严重影响滚子生产加工质量,也影响了生产滚子的生产周期,这是一个急需解决的问题。
1.改进前弹簧夹头存在的缺陷
弹簧夹头主要用于夹紧滚子棒料,进行车加工各种滚子外径表面和滚子小端面及倒角或硬车滚子倒角,按滚子直径确定夹头尺寸范围为¢28~¢55mm,由于夹头弹性变形区直径壁厚偏小,常常产生弯曲疲劳造成夹头裂纹。由于夹头弹性变形区直径壁厚4mm尺寸偏小,抗变形能力太差,在加工中易产生裂纹现象,夹头内部过渡圆角R5mm和R10mm尺寸偏小(见图1),在热处理淬火后应力集中,这是造成夹头过早疲劳损坏的主要原因。原来弹簧夹头在淬火时端部6个弹簧瓣开口没有焊死,造成淬火后弹簧瓣开口胀大变形为喇叭形,夹头在夹紧滚子棒料时端部与棒料存在间隙,而弹簧夹头与棒料接触时夹紧力严重不均匀,这样夹具与棒料在旋转时,在离心力的作用下形成微喇叭形,即摆动太大;另外,由于夹头反复使用很容易使齿形变钝,这样就造成夹头内部圆周方向高低不圆,导致装夹滚子定位不稳定,棒料与机床主轴不同心,滚子与夹头有一定的偏心量,滚子外径车削量不均匀,出现滚子外径一边车得多,一边车得少,甚至留量不够用。造成车滚子外径表面有时出现批量废品。另外,在加工滚子硬车倒角时,原来弹簧夹头内部有横向齿形和纵向齿形,由于横向齿形的存在,弹簧夹头一般夹住2/3滚子长度,减少了滚子与夹头内接触面积,也会导致滚子在夹头内定位不稳定,从而减小夹头对滚子的夹紧力,同样由于反复使用容易造成夹头磨钝,导致滚子存在一定的偏心,就造成滚子倒角偏差,出现废品。
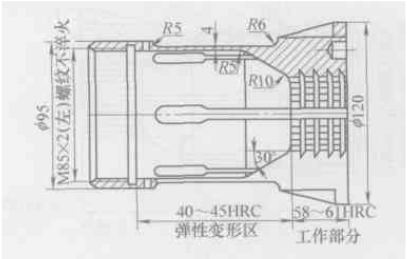
图1:改进前弹簧夹头结构示意图
2.改进后弹簧夹头结构及淬火方式
(l)对滚子弹簧夹头结构进行了改进设计,同时改变弹簧夹头热处理淬火方式。通过增加弹簧夹头弹性变形区壁厚、增大工作部位与弹性变形区外交接处过渡圆角R、增大内部过渡圆角R,来改善弹簧夹头的性能。弹簧夹头内过渡圆角由R5mm增至R15mm和R10mm增至R20mm,角度由3O°减小为25°,外过渡圆角由R5mm增至R10mm,这样有利于车刀刃部的磨削,增加了车刀的寿命,最大限度减少车刀的磨损,更重要的是减少了弹簧夹头应力过于集中问题。由于弹簧夹头尾部直径¢94mm偏大,弹簧夹头经淬火后尺寸胀大,工人在装、卸夹头时费时费力,直接影响安装弹簧夹头效率,增加了辅助时间,为此,对于弹簧夹头尾部直径¢94mm减小为¢92mm,这样装卸弹簧夹头十分方便,提高了工作效率。弹簧夹头变形区壁厚由4mm增加到5mm,以增加弹性变形区壁厚,这样可以充分减小弹簧夹头在夹持过程中的弯曲程度,大大提高了抗疲劳强度(见图2)。对于硬车滚子倒角工序,改进后将夹紧夹头内部的横向齿形取消,只保留纵向齿形(见图3),这样使滚子在夹具中定位稳定,且滚子与夹头的同心度好,解决了硬车滚子倒角偏的质量问题。
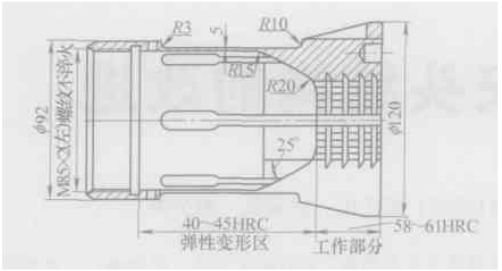
图2:改进后夹滚子棒料弹簧夹头示意图
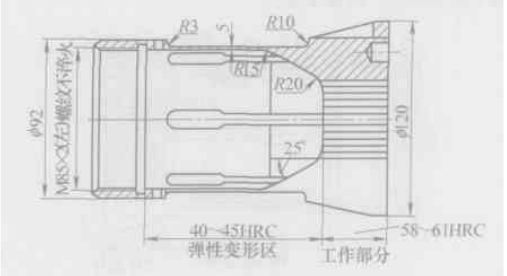
图3:改进后硬车滚子倒角弹簧夹头示意图
(2)由于弹簧夹头结构形式的不合理,导致弹簧夹头淬火应力过于集中,当内应力大于材料的断裂强度时,就会出现裂纹,
多年来一直被人们沿袭使用。弹簧夹头材料采用65Mn,弹簧夹头在圆周方向分别开有6个弹簧瓣开口槽,开口起到收缩的作用,改进后弹簧夹头在淬火时端部6个弹簧瓣开口槽焊死,防止淬火后夹头胀大变形为喇叭形,淬火后再将焊死的6个弹簧瓣开口槽切开,避免了弹簧夹头弹簧瓣开口胀大变形。这种弹簧夹头工作部位和弹性变形区要求是分段淬火,与滚子接触工作部分和弹性变形区部分淬火硬度分别为58~61HRC和40~45HRC,保证了弹簧夹头工作部位有足够的硬度,由于工作部分和弹性变形区的厚度不等,导致夹头在内、外过渡圆角产生应力集中,造成弹簧夹头早期疲劳损坏。改进后增大了弹性变形区的壁厚,既保证了弹簧夹头的弹性变形区的弹性,又提高了弹簧夹头的抗疲劳强度。通过增大弹簧夹头内外过渡圆角,从而避免产生热处理淬火应力集中的因素,极大地减轻了淬火应力不均匀问题,提高了弹簧夹头淬火质量。
3.结束语
任何一项工艺、工装设计的改进,有时需要一定的技术含量和科学方法,但有些工装的改进方法是很简单的事情,只要我们在实际生产中留心观察,一点点的改进工装结构设计,就会给生产加工带来极大的方便。改进了弹簧夹头的结构,同时改变了夹头热处理淬火方式,满足了加工滚子的质量要求,达到了预期的效果。
|